As wind power makes significant inroads into the energy-generation infrastructure, machining wind turbine parts provides opportunities for diversification and growth.
The word “green” invokes environmental responsibility and making money. Both are possible when machining turbine components for the wind power industry. However, machining these parts requires a new business strategy and specialized manufacturing equipment.
Wind turbines produce zero emissions when generating power, preserve natural resources and are a growing part of the U.S. energy infrastructure. The U.S. wind power industry grew 45 percent in 2007 with the installation of more than 5,200 megawatts, shattering the previous records set in ’05 and ’06, according to the Washington-based American Wind Energy Association. Those projects accounted for about 30 percent of all new power generating capacity in the U.S. in ’07, with Texas, Colorado and Illinois, respectively, adding the most capacity that year. Although wind power is a global industry, the AWEA noted that the U.S. led the world in wind power installations for the third year in a row in ’07.
That growth surge signals opportunity for manufacturers of precision metal parts with the proper machine tools, cutting tools, skill set and vision to produce the required massive components, such as gears, gearbox housings, planetary gear carriers and torque arms.
Targeting Wind
Dowding Machining LLC is one manufacturer that saw the potential for profit in producing wind turbine components, as well as other large parts, and built a 35,000-sq.-ft. facility in Eaton Rapids, Mich., to pursue the market. That decision was crystallized when the company attended AWEA’s Windpower 2007 conference and exhibition in Los Angeles, said Jeff Metts, company president. “We saw that this wind stuff was really taking off and thought we’d get into the industry,” he said. (This year’s event takes place May 4-7 at Chicago’s McCormick Place Convention Center.)
The centerpieces of its machining facility are a MAG Cincinnati U5-1500 5-axis profiler, a MAG Giddings & Lewis PT 1800 horizontal boring mill equipped with a pallet changer and a G&L twin-pallet HMC 1250 horizontal machining center for heavy cutting.
“This new manufacturing facility will create good jobs for Michigan workers and anchor Dowding’s presence in Eaton Rapids for years to come,” said Michigan Gov. Jennifer Granholm during a visit to the facility.
Metts said Dowding currently employs 250 people at its Eaton Rapids plant, including “a whole team of guys” the company hired when a local tool and die shop that served the automotive industry went out of business. “They’ve done 5-axis work before, are familiar with G&L and made an easy transition into the Cincinnati, so that was a real plus for us,” he said. “We really hit a home run there.”

Courtesy of MAG Cincinnati
Dowding Machining’s U5-1500 with 5-axis contouring has 108 ' of X-axis travel, a 98 ' work zone and a 63-pocket tool chain that rides with the machine to eliminate tool-change downtime.
Dowding’s U5-1500 with 5-axis contouring has 108 ' of X-axis travel, a 98 ' work zone, a 63-pocket tool chain that rides with the machine to eliminate tool-change downtime and two five-position “wine rack” part stands, or “garages,” for tools too big to fit in the tool carrier. The PT 1800 horizontal boring mill Dowding purchased is a 4-axis machine with a removable rotary table for 5-axis capability that can handle workpieces weighing up to 88,200 lbs. The intent when purchasing the equipment was to be able to machine large parts as well as staged parts. “We can put three or four parts on a machine and then instead of shutting the spindle down to move one on and off, we just keep going,” Metts said. “Obviously, the idea is to keep the spindle turning and making chips.”
Having an appropriate-sized table was also an important consideration. “We machined a part the other day that weighed 60,000 lbs.,” Metts noted, adding that those types of parts take time to roll over. “We can do another part while rolling the part.”
When shopping for the machines, “I initially had just about everybody you can imagine come through,” Metts said, adding that he selected MAG machines because the machine tool builder’s portfolio of brands offers the range of needed equipment and provides consistency from one machine control to another. “Homogenous controls have allowed us to be ambidextrous within our machine capability and simplified our training programs,” Metts said. He also liked that the machines are made in the U.S. “We’re supporting workers here,” he said. “We’re looking to make parts for this country.”
And dealing with a knowledgeable and helpful sales representative only helped. That turned out to be Jim Foust, sales engineer for VMC Technologies Inc., Troy, Mich. “We didn’t know what to expect, and he walked us through the expectations about the market, how to handle products, what kind of people we needed, what skill sets to look for, what type of industries to go after and who we appeal to at this point,” Metts said.

Courtesy of Vancouver Gear Works
VanGear’s Höfler Rapid 2600 CNC gear grinding machine can achieve the American Gear Manufacturers Association’s highest achievable quality level, AGMA 15.
An extensive part of the acquisition process involved MAG conducting application and time studies based on wind generator part prints Dowding provided. “The detail and thoroughness of the reports were overwhelming,” Foust said. Those studies included recommendations for machines, fixtures, setups and tooling, and projections for cycle times and earnings per hour. “MAG addressed the risks and unknowns, giving Dowding the comfort level, as newcomers to large part machining, to make such a major commitment.”
Although the facility has been in operation since July, Dowding is still working through its backlog of part orders for construction and mining equipment and expects to begin machining wind turbine parts in August or September. “We’re in negotiations right now,” Metts said, “but we’re fabricating wind parts at our Cedar Rapids, Mich., plant.”
With indications that the wind energy industry is poised to continue its significant growth, Dowding Machining designed its facility as a half building with a peaked high wall so that it can be doubled in size. Metts noted that the building still has space for probably four more machines, but the company isn’t just focusing on the present. “We knew we’d need to expand in the future.”
Gearing Up
One company that is experienced in producing parts for wind turbines is Vancouver Gear Works Ltd. Established in 1952, the Richmond, B.C., manufacturer initially made gears for the marine industry and then progressed into making ones for the forestry, pulp and paper, mining, and oil and gas industries. In the last 5 years, VanGear has focused on making larger gears, said Jim Mantei, general manager for the third-generation family-owned company. “Wind energy is our latest focus.”
To make the gears, VanGear uses a 1.6m CNC hobbing machine and 1.6m and 2.6m gear grinding machines, all from Höfler GmbH. Mantei explained that the gear-making process begins with a gear blank, primarily a forged carburizing steel one for the wind energy industry. VanGear then cuts the gear’s teeth, typically with the hobbing machine. “What’s been most beneficial with the Höfler CNC hobber is we’re able to utilize a 15 "-dia. carbide gashing cutter,” he said, adding that it enables cutting teeth up to 10 times faster than the previous equipment.
Once the teeth are cut, a gear generally requires heat treating, which is performed by sister company Vancouver Heat Treat Ltd., Surrey, B.C. Because heat treating distorts a part, VanGear must do finish machining. “We grind the teeth to achieve the high accuracy levels required for the wind energy industry,” Mantei said, adding that, in some cases, the tolerances are tighter for wind energy parts than aerospace ones.
According to Mantei, VanGear’s grinding machines can achieve the American Gear Manufacturers Association’s highest achievable quality level, AGMA 15, whereas achieving a level higher than 12 was difficult with older equipment. “They’re form grinding machines and for them to achieve 15 is quite remarkable,” he said. “And how easily they did it surprised us. In the old days, it took a lot of hands-on, laborious work to achieve a 12.”
Although hobbing isn’t as precise as grinding and therefore hobbing machines generally don’t have onboard inspection equipment, which is common for grinders, Mantei noted that VanGear’s hobbing machine was customized with one to suit a customer’s inspection requirement. “It was the first hobbing machine in the world to have it,” he said.
Mantei added that onboard inspection equipment achieves the same accuracy as a stand-alone gear measuring machine, but a GMM is needed for quality verification purposes because onboard inspection may not catch an error within a grinding machine. But having onboard inspection is beneficial to ensure a gear’s features—such as profile, leads and pitch—are correct before removing the workpiece from a machine and finding out otherwise. “Then you have to reset it on your machine and start over,” he said.
To measure the large gears and corresponding components for larger-megawatt wind turbines that VanGear recently secured contracts for, the company recently purchased a Model LHF 30.60.20 traveling bridge-type GMM from the Wenzel GearTech Div. of Wenzel/Xspect Solutions Inc., Wixom, Mich., and expects delivery in March. The GMM has a measuring range of 6m×3m×2m, allowing measurement of gears up to 3m in diameter within the machine’s side rails. However, Mantei noted that gears can be lifted above the side rails, enabling unlimited diameter capacity. The restriction is on the table load, which has a 30,000-lb. capacity.
In addition to being able to measure gears in the GMM’s 3m measuring zone, which is equipped with a 1,000mm hydrostatic rotary table, VanGear can measure other parts in the machine’s other 3m zones, which are equipped with a cast iron surface plate. That means the Wenzel GMM is also a coordinate measuring machine.
The $1.5 million GMM is part of the more than $10 million VanGear has invested in manufacturing equipment to better serve the energy industry. The company has been able to self-finance most of its expansion, Mantei noted.
“In the last several years, we have focused more resources on the energy-related industries where gears and gear-related products are prominent,” he said. “There is a strong possibility we’ll end up with a division fully focused on producing parts for wind energy.”
Quill Time
Because they’re usually large, machined components for wind turbines often require extended-reach tools to access a workpiece’s deep-lying sections. Typically, that involves applying long specials. “The disadvantage of that is the tools are heavy and very expensive,” said Torsten Leistner, area sales manager for StarragHeckert Inc., Hebron, Ky. “You cannot buy them from a standard catalog.”


Courtesy of StarragHeckert
The StarragHeckert HEC 1800 Athletic machining center can produce complex workpieces with edge lengths up to 3,300mm and weighing up to 13,000 kg and has an NC quill (inset) with stepless adjustment up to 750mm for long travels and the machining of deep-lying form elements.
The machine tool builder’s solution for avoiding those long cutting tools is the NC quill spindle, which features a bar that slides in and out as needed. “With the NC quill, you can use standard tools,” Leistner added.
StarragHeckert offers the NC quill on a couple machines with the appropriate size to handle wind turbine parts: the HEC 1600 Athletic and the newer HEC 1800 Athletic. The HEC 1600 can machine workpieces with edge lengths up to 3,000mm, and the HEC 1800 can machine workpieces with edge lengths up to 3,300mm. Both machines can handle parts weighing up to 13,000 kg.

Courtesy of Valenite
Valenite’s Stiff Tool carbide washer system tooled with a SideLok cutter.
The NC quills are up to 150mm in diameter, travel up to 740mm, rotate up to 4,000 rpm with a 5-second warm-up and rapid traverse up to 10,000 mm/min. According to the company, it is possible to achieve a drive output of 56kW and a torque of 2,150 Nm (1,586 ft.-lbs.) at a 40 percent cyclic duration factor.
The large iron castings for wind turbine parts are commonly milled, but Leistner noted that boring is the primary application. “You can do this boring via circular milling because the machine is very accurate,” he said, adding that a tower magazine can handle and automatically change T-type tools up to 950mm in diameter and full-circle tools up to 340mm in diameter and up to 900mm in length. “So you can bore large diameters, up to 950m, in our machining center,” Leistner said.
For the NC quill, StarragHeckert says its accuracy is largely the result of automatic temperature compensation for thermal influences and thermal stability of the quill by cooling the quill and the quill bearing with a separate cooling unit.
The standard configuration for a machine producing wind turbine parts includes an NC rotary table, two pallet stations in front of the machine, two conveyors to handle the high volume of chips created and two tool magazines, Leistner said. Depending on the application, a machine can come with chain magazines for 60 or 80 tools or space-saving tower magazines with up to 320 magazine locations. “Normally, a customer uses 180 to 240 tool positions,” Leistner noted.
Stiff Tool
To overcome deflection issues when applying long-reach tools for machining wind turbine and other big parts, Valenite LLC developed the Stiff Tool carbide washer system. “The tool provides twice the accuracy due to half the deflection and twice the feed rate prior to the onset of chatter,” said Brian Hoefler, the Madison Heights, Mich., toolmaker’s manager of product development.
That’s achieved by assembling a toolholder with carbide washers. Valenite uses submicron-grade carbide with high cobalt content for the washers, similar to the substrate of the company’s carbide inserts. “We want the tool to be strong and not break,” Hoefler said, “and we’ve never had these washers break.”
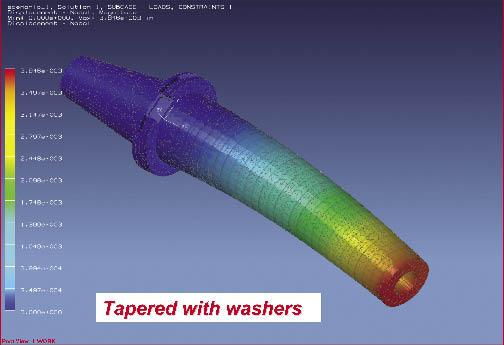
Courtesy of Valenite
A finite element analysis image show the stiffness of Valenite’s Stiff Tool carbide washer system.
Unlike a solid-carbide tool, Hoefler noted that the Stiff Tool doesn’t have the inherent problem of the carbide stretching—which carbide doesn’t like to do. “When tools bend in use, and all do, including solid-carbide ones, one side stretches and the other side compresses, and the stretched side always gives rise to failure,” he said. “If the Stiff Tool deflects enough, the rings will gap so they don’t ever stretch.”
To quantify the Stiff Tool’s gains, Valenite conducted a finite element analysis using Unigraphics Scenario FEA software for CAT 50 BIG Plus taper toolholders having a 12 " overall length. The tangential cutting force was 790 lbs. and torque was 82 ft.-lbs. The straight-solid version had a maximum deflection of 0.0156 ", the straight-washer version deflected 0.0088 ", the taper-solid version deflected 0.0071 ", the 50 percent taper-solid version deflected 0.0102 " and the taper-washer version deflected 0.0038 ".
As a result, Valenite stated: “For straight-shank adapter versions, the carbide washer system generated a 77 percent gain in stiffness. On the taper version, the carbide washer system generated an 87 percent gain in stiffness. The gain is not quite double on the average but very significant. The carbide washer system has been lab-verified to operate at double the DOC prior to the onset of chatter due to the carbide material’s properties of increased stiffness and dampening.”
In addition, an end user can exchange some of the carbide washers with rings made of other materials to adjust the toolholder’s stiffness and modally tune it to the dominant natural frequency of the machining system. “The advantage is we don’t have to change the projection length of the tool to get exactly matched natural frequencies, which is the optimal chatter-resistant pocket of application,” Hoefler said.
That might involve replacing some carbide washers with washers made of H-13 tool steel, brass, copper or other material to reduce stiffness. The carbide washers are removed from the front of the toolholder to maintain stiffness close to the spindle. According to Hoefler, using all carbide washers doubles the stiffness compared to a solid-steel version with similar dimensions, but sometimes twice as stiff is not the correct stiffness. “You might want 1.9 times the stiffness to maximize the window of the dominant natural frequency that’s right for the speed that you’re most efficient to machine at,” he said.
That level of stiffness is determined by measuring the toolholder’s natural frequency and predicting through computer simulation the areas of stability. “Then you know how far you need to shift the frequency to get that pocket where the greatest range of width and depth of cuts exists for your rpm,” Hoefler said.
Aligning the tooling’s and machining system’s natural frequencies not only enables running at higher machining parameters, but it eliminates time-consuming spring-back passes where toolpaths are retraced to ensure the proper workpiece dimensions when tool deflection occurs. “You’re getting more of the shape you intended from your program,” Hoefler added.
With the current push for “green” energy, there doesn’t seem to be a limit to the wind energy industry’s potential. “The industry is poised for significant growth. It’s what we’re counting on,” said Dowding Machining’s Metts.
Despite the booming demand for wind power, the American Wind Energy Association reported that in the U.S. the federal production tax credit is the primary incentive for wind power, and expirations of the credit in 1999, 2001 and 2003 wreaked havoc on industry planning and caused drops in new installations in ’00, ’02 and ’04. “Expanded capacity, jobs and investment are at risk if Congress does not create a long-term federal policy for renewables that includes the production tax credit,” stated AWEA. CTE
About the Author: Alan Richter is editor of Cutting Tool Engineering, having joined the publication in 2000. Contact him at (847) 714-0175 or alanr@jwr.com.
Contributors
Dowding Machining LLC
(517) 663-5455
www.dowdingindustries.com
StarragHeckert Inc.
(859) 534-5201
www.starragheckert.com
Valenite LLC
(800) 544-3336
www.valenite.com
Vancouver Gear Works Ltd.
(604) 278-3111
www.vangear.com
VMC Technologies Inc.
(248) 786-3000
www.vmctech.com
Related Glossary Terms
- boring
boring
Enlarging a hole that already has been drilled or cored. Generally, it is an operation of truing the previously drilled hole with a single-point, lathe-type tool. Boring is essentially internal turning, in that usually a single-point cutting tool forms the internal shape. Some tools are available with two cutting edges to balance cutting forces.
- carburizing
carburizing
Absorption and diffusion of carbon into solid ferrous alloys by heating, to a temperature above the transformation range, in contact with a suitable carbonaceous material. A form of casehardening that produces a carbon gradient extending inward from the surface, enabling the surface layer to be hardened either by quenching directly from the carburizing temperature or by cooling to room temperature, then reaustenitizing and quenching.
- chatter
chatter
Condition of vibration involving the machine, workpiece and cutting tool. Once this condition arises, it is often self-sustaining until the problem is corrected. Chatter can be identified when lines or grooves appear at regular intervals in the workpiece. These lines or grooves are caused by the teeth of the cutter as they vibrate in and out of the workpiece and their spacing depends on the frequency of vibration.
- computer numerical control ( CNC)
computer numerical control ( CNC)
Microprocessor-based controller dedicated to a machine tool that permits the creation or modification of parts. Programmed numerical control activates the machine’s servos and spindle drives and controls the various machining operations. See DNC, direct numerical control; NC, numerical control.
- cutting force
cutting force
Engagement of a tool’s cutting edge with a workpiece generates a cutting force. Such a cutting force combines tangential, feed and radial forces, which can be measured by a dynamometer. Of the three cutting force components, tangential force is the greatest. Tangential force generates torque and accounts for more than 95 percent of the machining power. See dynamometer.
- feed
feed
Rate of change of position of the tool as a whole, relative to the workpiece while cutting.
- gang cutting ( milling)
gang cutting ( milling)
Machining with several cutters mounted on a single arbor, generally for simultaneous cutting.
- grinding
grinding
Machining operation in which material is removed from the workpiece by a powered abrasive wheel, stone, belt, paste, sheet, compound, slurry, etc. Takes various forms: surface grinding (creates flat and/or squared surfaces); cylindrical grinding (for external cylindrical and tapered shapes, fillets, undercuts, etc.); centerless grinding; chamfering; thread and form grinding; tool and cutter grinding; offhand grinding; lapping and polishing (grinding with extremely fine grits to create ultrasmooth surfaces); honing; and disc grinding.
- grinding machine
grinding machine
Powers a grinding wheel or other abrasive tool for the purpose of removing metal and finishing workpieces to close tolerances. Provides smooth, square, parallel and accurate workpiece surfaces. When ultrasmooth surfaces and finishes on the order of microns are required, lapping and honing machines (precision grinders that run abrasives with extremely fine, uniform grits) are used. In its “finishing” role, the grinder is perhaps the most widely used machine tool. Various styles are available: bench and pedestal grinders for sharpening lathe bits and drills; surface grinders for producing square, parallel, smooth and accurate parts; cylindrical and centerless grinders; center-hole grinders; form grinders; facemill and endmill grinders; gear-cutting grinders; jig grinders; abrasive belt (backstand, swing-frame, belt-roll) grinders; tool and cutter grinders for sharpening and resharpening cutting tools; carbide grinders; hand-held die grinders; and abrasive cutoff saws.
- machining center
machining center
CNC machine tool capable of drilling, reaming, tapping, milling and boring. Normally comes with an automatic toolchanger. See automatic toolchanger.
- milling
milling
Machining operation in which metal or other material is removed by applying power to a rotating cutter. In vertical milling, the cutting tool is mounted vertically on the spindle. In horizontal milling, the cutting tool is mounted horizontally, either directly on the spindle or on an arbor. Horizontal milling is further broken down into conventional milling, where the cutter rotates opposite the direction of feed, or “up” into the workpiece; and climb milling, where the cutter rotates in the direction of feed, or “down” into the workpiece. Milling operations include plane or surface milling, endmilling, facemilling, angle milling, form milling and profiling.
- milling machine ( mill)
milling machine ( mill)
Runs endmills and arbor-mounted milling cutters. Features include a head with a spindle that drives the cutters; a column, knee and table that provide motion in the three Cartesian axes; and a base that supports the components and houses the cutting-fluid pump and reservoir. The work is mounted on the table and fed into the rotating cutter or endmill to accomplish the milling steps; vertical milling machines also feed endmills into the work by means of a spindle-mounted quill. Models range from small manual machines to big bed-type and duplex mills. All take one of three basic forms: vertical, horizontal or convertible horizontal/vertical. Vertical machines may be knee-type (the table is mounted on a knee that can be elevated) or bed-type (the table is securely supported and only moves horizontally). In general, horizontal machines are bigger and more powerful, while vertical machines are lighter but more versatile and easier to set up and operate.
- numerical control ( NC)
numerical control ( NC)
Any controlled equipment that allows an operator to program its movement by entering a series of coded numbers and symbols. See CNC, computer numerical control; DNC, direct numerical control.
- rapid traverse
rapid traverse
Movement on a CNC mill or lathe that is from point to point at full speed but, usually, without linear interpolation.
- sawing machine ( saw)
sawing machine ( saw)
Machine designed to use a serrated-tooth blade to cut metal or other material. Comes in a wide variety of styles but takes one of four basic forms: hacksaw (a simple, rugged machine that uses a reciprocating motion to part metal or other material); cold or circular saw (powers a circular blade that cuts structural materials); bandsaw (runs an endless band; the two basic types are cutoff and contour band machines, which cut intricate contours and shapes); and abrasive cutoff saw (similar in appearance to the cold saw, but uses an abrasive disc that rotates at high speeds rather than a blade with serrated teeth).
- stiffness
stiffness
1. Ability of a material or part to resist elastic deflection. 2. The rate of stress with respect to strain; the greater the stress required to produce a given strain, the stiffer the material is said to be. See dynamic stiffness; static stiffness.
- toolholder
toolholder
Secures a cutting tool during a machining operation. Basic types include block, cartridge, chuck, collet, fixed, modular, quick-change and rotating.
- turning
turning
Workpiece is held in a chuck, mounted on a face plate or secured between centers and rotated while a cutting tool, normally a single-point tool, is fed into it along its periphery or across its end or face. Takes the form of straight turning (cutting along the periphery of the workpiece); taper turning (creating a taper); step turning (turning different-size diameters on the same work); chamfering (beveling an edge or shoulder); facing (cutting on an end); turning threads (usually external but can be internal); roughing (high-volume metal removal); and finishing (final light cuts). Performed on lathes, turning centers, chucking machines, automatic screw machines and similar machines.
Author

Alan holds a bachelor’s degree in journalism from Southern Illinois University Carbondale. Including his 20 years at CTE, Alan has more than 30 years of trade journalism experience.
 ARTICLES
ARTICLES