ID Taper: Grinding
A shop battling taper in ID grinding, especially when the hole is deep, turns to the Grinding Doc. It’s as if the wheel is just riding over the workpiece.
Dear Doc: We constantly battle taper in ID (inner-diameter) grinding, especially when the hole is deep. It’s as if the wheel is just riding over the workpiece. What can we do?
The Doc replies: ID grinding suffers from a major problem: a lack of stiffness in the spindle. When the wheel is inside the workpiece, the spindle deflects. Unfortunately, it doesn’t deflect upward, it deflects at an angle. This creates taper. Some grinders call it “bell mouth.”
Let’s examine how to cope with that taper.
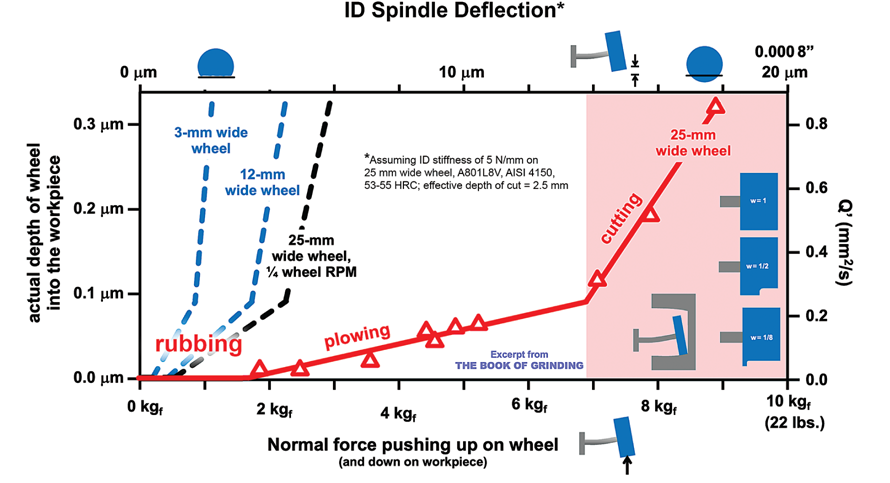
The accompanying ID Spindle Deflection chart shows work done by grinding greats Robert Hahn (1916-2021) and Richard Lindsay (1934-2018). When the wheel first contacts the workpiece, it doesn’t grind. It just rubs. Material isn’t removed. Then, when the force gets to about 2 kg (4.4 lbs.), the wheel starts to plow the workpiece. Material is removed, but slowly, with a lot of rubbing and heat generation. Then, when the normal force gets to around 7 kg (15.4 lbs.), we finally start removing material.
Look at the spindle deflection at 7 kg of force. It’s 14 μm (0.0006″). That’s not insignificant; it’s causing taper. And we have to plunge even deeper (with a bigger normal force) to start to get significant material removal.
During sparkout, we’re not plunging deeper. In fact, we’re not plunging at all. So, the wheel just rides over the workpiece not removing much material. Or perhaps none. To complicate matters, we have coolant hydroplaning. This can create even more deflection than the grinding.
What can you do? Here are a few options to use during finish-grinding and sparkout:
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion