

Zero Is The Point: 5-Axis Machining
Reducing setup time between jobs and enabling a machine tool to spend more time producing chips boosts the bottom line.
Reducing setup time between jobs and enabling a machine tool to spend more time producing chips boosts the bottom line. A workholding technology that enables this scenario is a zero-point clamping system.
“It’s pretty much no setup time,” said Thomas Saur, president of HWR Workholding USA Inc. The Fortville, Indiana, company offers the SolidPoint and SolidBolt mechanical zero-point technologies.
He added that if an end user uses a robot to take a vise in and out of the machine, changeover occurs entirely externally, so setup time is basically eliminated. “It’s just the time to take a vise out and put another vise in.”
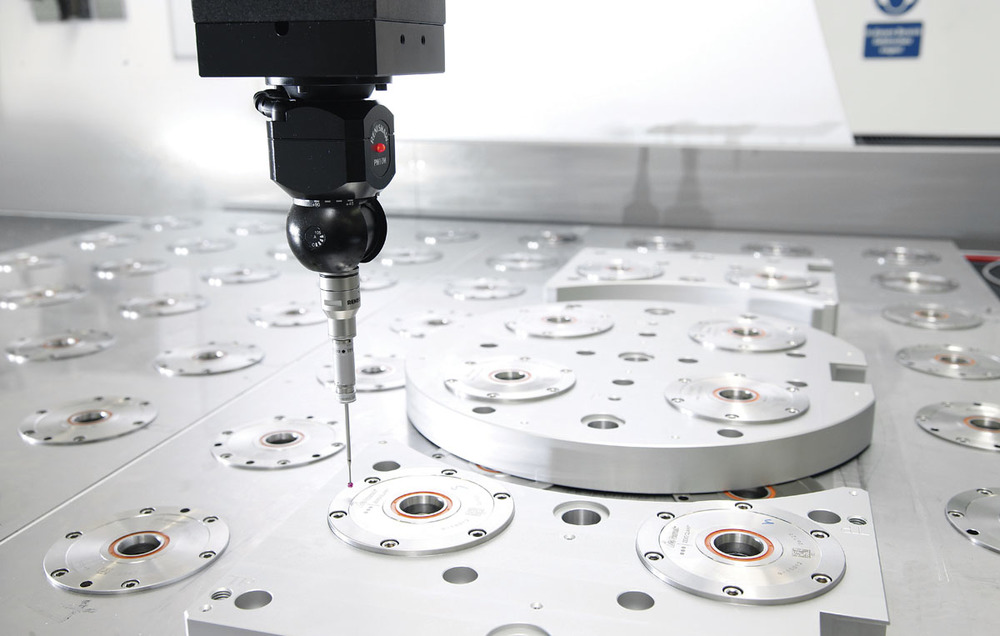
The manually actuated SolidPoint offers the possibility of combination plates that include both 96 mm and 52 mm grids in one plate. With two locking slides and a threaded spindle with opposite rotation, the company reports that the mechanism consists of only three components and therefore has minimal friction losses. The locking force within the mechanism is applied at a 45° angle, which increases pull-in force and provides repeatable, safe clamping results. The wedge system has a repeatability of 5 μm (0.0002″), Saur noted.
The design of SolidBolt is based on an optimization of the SolidPoint principle, according to HWR. By reversing the interaction of zero-point mounting and studs, SolidBolt can be used to equip a large machine table for a low cost. This means that machine tables or base platesare equipped with bolts and not with zero-point mechanics, and zero-point technology is only used punctually at the required points.
SolidBolt is basically a reserve system, according to Saur. A large machine table could require four or six SolidPoint plates, which are expensive because they contain internal mechanics. On the other hand, SolidBolt base plates do not contain internal mechanics and fit practically all machines. Pull studs can be placed wherever they are needed on a machine table. Zero-point mechanics are housed within the vises, allowing them to only be applied where needed. “Then, with a very big part, you just put devices in different corners of the table, and you can clamp parts up to 800 mm wide and the length of your table.”

Because of the minimal setup time, Saur explained that a 40-part run, for example, can be interrupted to do an emergency five-part run by bringing vises into the magazine, calling up the part number and then quickly continuing the larger part run. “You have a higher investment in workholding at the beginning, but then, since you don’t have setup time, it pays back fairly quickly.”
He estimated the return on investment is six months. “If somebody does a lot of setups and uses the zero-point system, it pays back in no time because a regular setup takes you an hour, and you can go down to seconds.”
Quick-Change Efficiency
Driven by the lack of skilled labor, Tom Dang noted how automation continues to be the buzzword for part manufacturers. He is vice president of Mundelein, Illinois-based Lyndex-Nikken Inc., which offers the Zero Point clamping system from Zero Clamp GmbH in Germany.
And the predecessor to automation, which is essentially robotics lending a hand, is workholding, Dang said. “If you don’t have the right type of workholding in place, you shouldn’t be thinking about automation. That’s too wide of a gap to bridge. Workholding is that bridge between where you are today and where you want to go tomorrow, which is automation.”

Conventionally, putting a work-piece into a fixturing device requires a user to perform many functions manually, such as indicating and setup, Dang said. “You have a datum point already established on the Zero Point system and that’s what they mean by the term zero point — it is the reference point. You don’t have to dial that in anymore.”
With the Zero Point system being the baseline that provides the reference point, he added that what goes on top of the Zero Point system is even more critical because not all parts are easily clamped on a vise or some other device.
Zero Point is predominantly used for milling, Dang said, and the system typically requires two Zero Point pots for alignment purposes because lineage cannot be built with one circular pot. In conventional workholding, the entire vise is bolted down and cannot be moved, whereas with Zero Point the vise can sit on a plate that has a clamping stud. “I can put that whole vise on to that Zero Point system. The whole vise can come off and the whole vise can come back in within seconds, without indicating the clamping stud or the clamping part.”
Dang added that the option is available to just move a billet while the vise stays inside the machine by changing a robot’s end-of-arm tool to grab the billet rather than the entire vise. “Zero point is the base unit with variations of top tooling. It makes it flexible and efficient for various machining applications including unmanned machine tending.”
Thermal Symmetry
Hoffmann Quality Tools USA Inc. is another provider of zero-point clamping systems with its Garant ZeroClamp. Paul Lanham, application engineer for the Knoxville, Tennessee, tooling manufacturer, emphasized that due to the central zero point, the system provides thermal symmetry at all times and is therefore a “true, absolute zero point. It has thermal symmetry, so it can pull individually from each clamping pot.”
According to the company, conventional clamping technologies that use floating studs to compensate for thermal expansion produce inaccurate results if workpieces are rotated around the central axis. Garant ZeroClamp, however, does not have floating studs nor sword studs, and compensation for thermal expansion is always symmetrical about the central axis.
“It can pull in all four directions to keep your part centered. It repeats within 2 μm,” Lanham added. “When you are pulling in one direction, your part wants to grow or move and then you have tolerance issues.”
When it comes to reducing setup time, Lanham said for midsize parts, customers generally reduce changeover time by 90%, and one customer with small posts on the bottom of 127 mm × 127 mm (5″ × 5″) parts reduced the time by 98%. “It’s one touch off and go. He can have a program loaded in under a minute and he’s rolling.”
QR codes and videos from this issue
Print QR codes, video callouts, and in-magazine links for this article now point to the CTE video hub in the HTML version.


MFGAxis Discussion