Optimizing Cutting Speeds: Safety, Standards & Compliance
The man behind the Machining Doctor website offers a mathematical approach to refining speeds for precision, stability and tool life.
All suppliers of cutting tools offer cutting speed recommendations for their products. However, these suggestions are often very general and meant for nearideal conditions such as stable clamping, annealed materials and optimal carbide grade. Consequently, the recommendations may be excessively high in various situations, necessitating adjustments for your specific application. This article will show you how to make these adjustments effectively.
Another practical application of the tips in this article arises when you have a cutting speed that performs well under certain conditions, but one of the parameters, such as material hardness or stability, changes. While you can use speeds and feeds calculators, understanding the fundamental parameters that influence these calculations will lead you to make much more informed decisions.
The suggested cutting speeds for products are typically found in product boxes and catalogs, both in print and online. It is recommended to disregard the speed suggestions on the product packaging. This is because the information provided on product boxes usually relates only to the six primary ISO material groups, whereas catalogs offer a far more detailed classification.
Supplier catalogs often include numerous subgroups within each main group. However, there is a lack of standardization among different suppliers, each creating their own classification of material groups. A typical list may present around 40 to 100 subgroups.
It is essential to dedicate sufficient time to correctly classify your material based on the supplier of the cutting tool you intend to use before proceeding to the next stage. While this process can be time-consuming, it is crucial not to take shortcuts here.
Having established the most precise starting point, we can now advance to the next steps for refinement.
Alternatively, you may rely on your previous experience with similar materials to find a starting point and adjust it using the guidelines provided below.
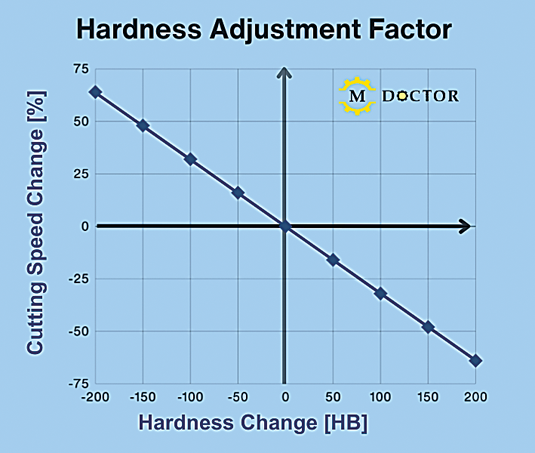
Hardness Adjustment Factor
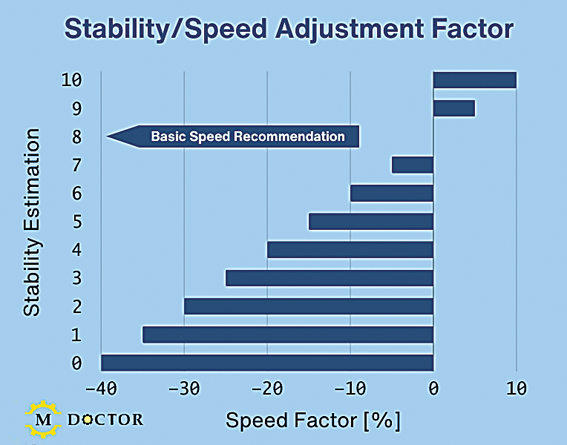
Stability/Speed Adjustment Factor
Mind the hardness
You might have experience with, or cutting speed suggestions for, a material in its annealed state, but it needs to undergo heat treatment before machining. A common use case is PH stainless steels or tool steel.
To modify the cutting speed, consult the “Hardness Adjustment Factor” chart. The X-axis represents the Brinell hardness difference between the material you’re using and the one for which you have initial data. The Y-axis shows the necessary percentage adjustment to apply to the base cutting speed.
Stability is a crucial factor
The suitable speed for a machining operation is greatly influenced by the overall setup stability, which is a subjective parameter. This stability depends on the quality of clamping for both the workpiece and the cutting tool, along with the cutting tool’s overhang. To evaluate the stability of your application, assign a score from 0 to 10, where 10 indicates a perfectly stable setup with minimal tool overhang, and 0 denotes a highly unstable situation. You can assume that the manufacturer’s catalog suggestions are tuned for a score of 8, and you should modify the speed based on the factors illustrated in the “Stability/Speed Adjustment Factor” chart. It’s crucial to emphasize that this evaluation is subjective. Nonetheless, it serves as a useful starting point for understanding the relationship between stability and the adjustment of cutting speeds.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion