

Turn to form: Turning Performance
Despite certain limitations, rotary broaching is a fast and accurate method to machine a polygon or other form.
It seems counterintuitive that a rotating cutting tool or workpiece can result in the creation of a hexagon, square, Torx, octagon, keyway, serration, involute, spline or other polygon form. “I get people looking at the tool, and they’re like, ‘I don’t care what form you put on the end of this, it’s going to be a circle when it’s done,'” said Steve Derbin, president of Polygon Solutions Inc.
The Fort Myers, Florida, toolmaker offers rotary broaches and rotary broach toolholders and states that the principle that makes this process work is the 1° angle of the cutting tool to the centerline of the workpiece. The angle of the tool causes it to shear the workpiece with a chiseling or scalloping effect as the broach is fed into the part to the depth required. The toolholder has a live spindle that holds the broaching tool, allowing the spindle to spin freely within the toolholder. In a lathe, the spindle is driven by contact with the rotating workpiece. Either way, the tool is only contacting the workpiece at one point during the process, Derbin added, noting that rotary broaching is an extremely fast and accurate way to machine polygon forms, which is why the process is preferred in the medical and aerospace industries.

Polygon Solutions offers a variety of rotary broach toolholers. Image courtesy of Polygon Solutions
The broaching method, which can be performed in a matter of seconds to a 0.0127 mm (0.0005″) accuracy or better, has been around for a century but that doesn’t mean all metalcutting professionals are familiar with it, he noted. “Every now and then I get a call from a guy who’s been machining 50 years and he’s never seen this before in his life.”
Derbin explained that Polygon’s GT series rotary broach toolholder — its flagship holder — for lathes, mills and turning centers does not need adjustment for fast and simple setup, and has sealed bearings to avoid the need for greasing maintenance, unlike brands that need to be greased every hour or so. “And if your guys on the shop floor are not greasing them, then you’re going to ruin the bearings and start making bad parts quickly.”
Venting Pressure
In addition, the company’s rotary broaches and toolholders come standard with a pressure-relief vent hole system. With a 1 mm (0.039″) vent hole through the broaches and out the side of the holders, air and coolant or cutting oil can escape, Derbin said. Not relieving the pressure can have negative consequences. “If you’re doing a blind hole, you can get some kind of vapor lock going on and it puts a lot of pressure on your machine.”
Genevieve Swiss Industries Inc. in Westfield, Massachusetts, also offers tools and holders for rotary broaching through its partnership with Swiss toolmaker PCM Precision Tooling Ltd. GenSwiss offers a pressure-relief vent system as an option when the application is appropriate, said Scott Laprade, applications supervisor. “If you have water-based coolant or oil in the pilot hole that you want to broach and you have a very tight fit between the hex and the pilot hole, you’re going to encounter a situation where it becomes like a hydraulic ram. It’ll just lock up.”
For example, when producing a 6.35 mm (0.250″) hexagon socket where the maximum allowable drill diameter is 6.30 mm (0.248″) and the broach tool is 6.36 mm (0.2505″), one contiguous chip around the hole perimeter will be pushed in and raise the pressure level significantly, he explained. “In a situation like that you’re going to want to use the vented broach.”
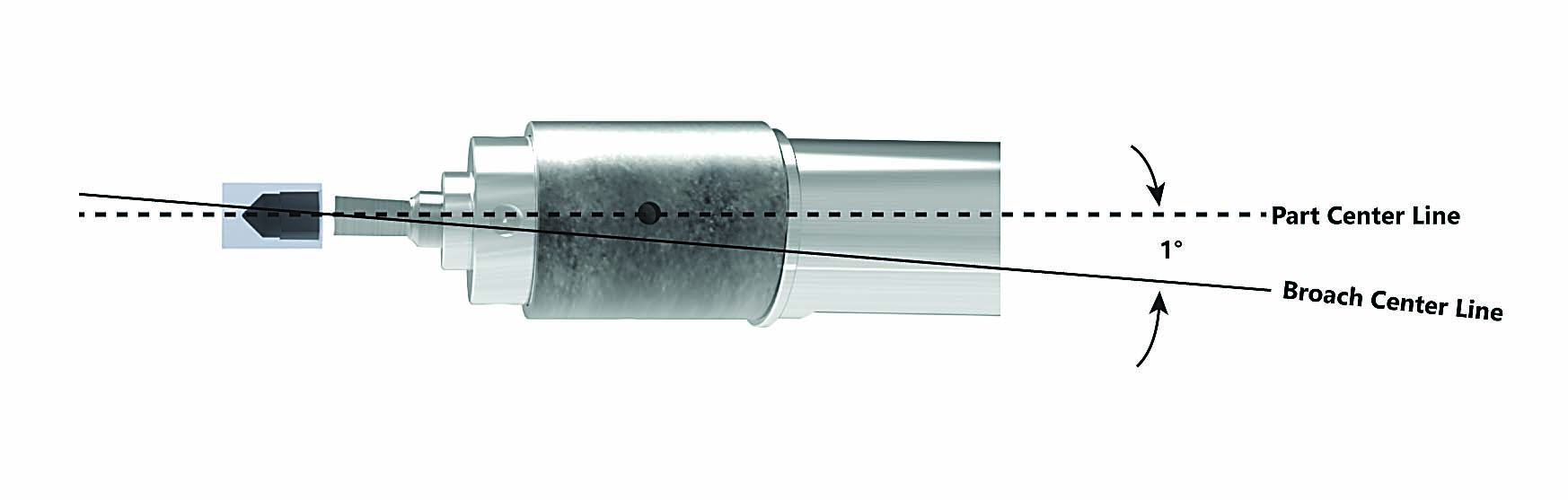
A diagram of a rotary broaching toolholder with the part and broach centerlines. Image courtesy of Genevieve Swiss Industries
Laprade added that, if possible, it might be wise to use a machine that has more Z-axis thrust capability to provide more horsepower on the stroke or shifting to a partial form instead. Partial form broaching enables removing chips and displaced material between indexes, which can be the main reason for rotary broaching being unsuccessful.
He explained the steps for producing a partial form. Spot, drill and chamfer the pilot hole, and then push the partial form into the hole, producing a third of the form per hit and indexing the chuck/spindle between each pass and often clearing the displaced material with a drill between indexes. “You’re making a third of the form at a time and just pushing it in, breaking the material. You push that material in again and do as many passes as it takes in order to get the finished form.”
Machine Matters
As its name implies, GenSwiss focuses on tools and accessories for Swiss-style machining. “GenSwiss was founded to make the Swiss machinist’s life easier,” Laprade said, noting that the company introduced a holder for making it easier to rotary broach on a Swiss-style machine 20 years ago.
Outside the Swiss world, its rotary broaches and holders can be used on turret lathes, milling centers and even manual equipment, he added. “I’ve personally broached on a Bridgeport manually just by cranking either the table or bringing the quill down. You can do it just about on anything where you have either the capability of spinning the workpiece or spinning the holder. Something needs to be rotating.”
While rotary broaching generally eliminates secondary operations where the workpiece is moved from one machine to produce the needed form in another, such as an EDM or punching machine, Laprade noted how rotary broaching in a Swiss machine can eliminate any additional cycle time. By performing the process on the sub-spindle side after the part has already been completed and parted off, it is essentially free time because the front side machines the next part while the sub-spindle broaches.
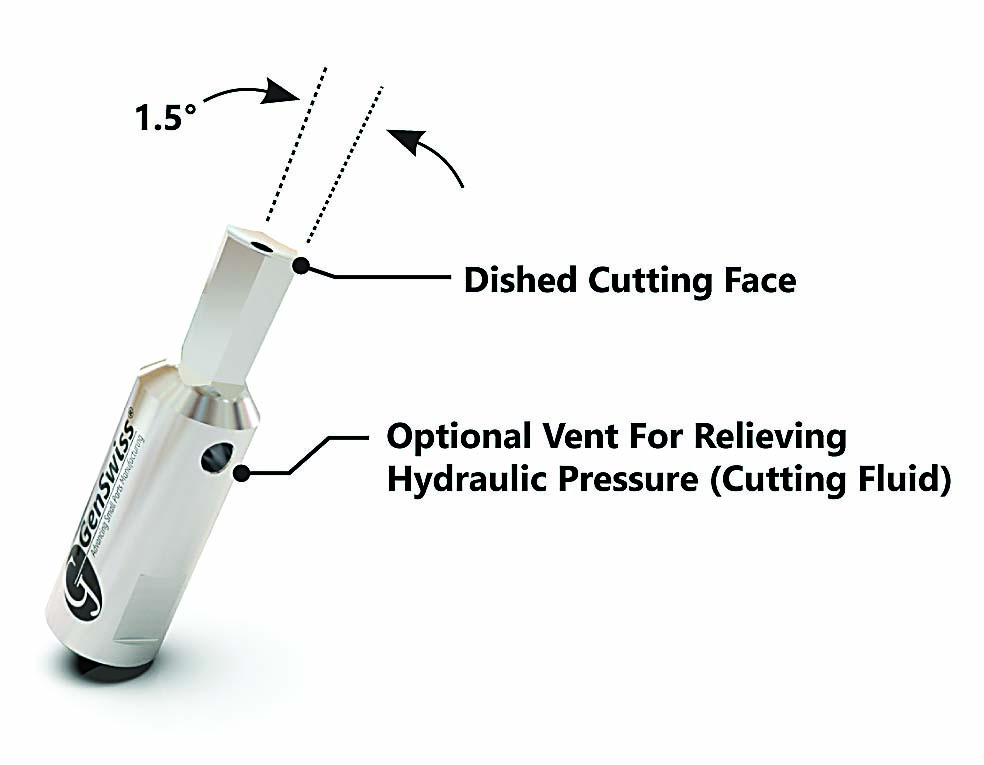
GenSwiss offers rotary broaches with a dished cutting face and optional vent for relieving hydraulic pressure. Image courtesy of Genevieve Swiss Industries
Polygon Solutions reports that its standard broaches are made from M-2 HSS but may also be produced from harder materials such as M-42, powered metal T-15 and PM M-4 HHS. Coatings such as TiN, TiCN and TiAlN can be added for additional strength, longevity and durability. Derbin recommends M-42 for broaching 4140 steel, for example, and PM M-4 for 303 and 304 stainless steel. Polygon also offers a proprietary PS-60 material for broaching exotic materials such as Inconel, titanium and 17-4 stainless steel.
Laprade noted that PCM manufactures its broaches with a specific Swiss formula of tool steel with an 8% cobalt content that is not available from mills in the U.S. “There’s some kind of secret sauce in there that we just can’t quite figure out.”
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
Continue reading
July 2024
QR codes and videos from this issue
Print QR codes, video callouts, and in-magazine links for this article now point to the CTE video hub in the HTML version.

