Chatter stability map: General Industry Coverage
Dear Doc: We cylindrical-plunge grind hardened-steel shafts. When we get chatter, some operators slow down the feedrate. Is this the right approach?
Dear Doc: We cylindrical-plunge grind hardened-steel shafts. When we get chatter, some operators slow down the feedrate. Is this the right approach?
The Doc replies: The answer is: “Probably not.” Except when finish grinding. Then, the answer is: “Maybe.” As always with chatter, things quickly get complicated.
The figure shows a “Folkerts-style Chatter Stability Map.” How is this map created? It’s complicated. But pretty much all cylindrical-plunge operations will produce a map that looks like this, albeit with different depths and rpms for the Chatter Danger Zone.
Let’s start with the green dot on the green curve – right on the edge of the Chatter Danger Zone. What should you do?
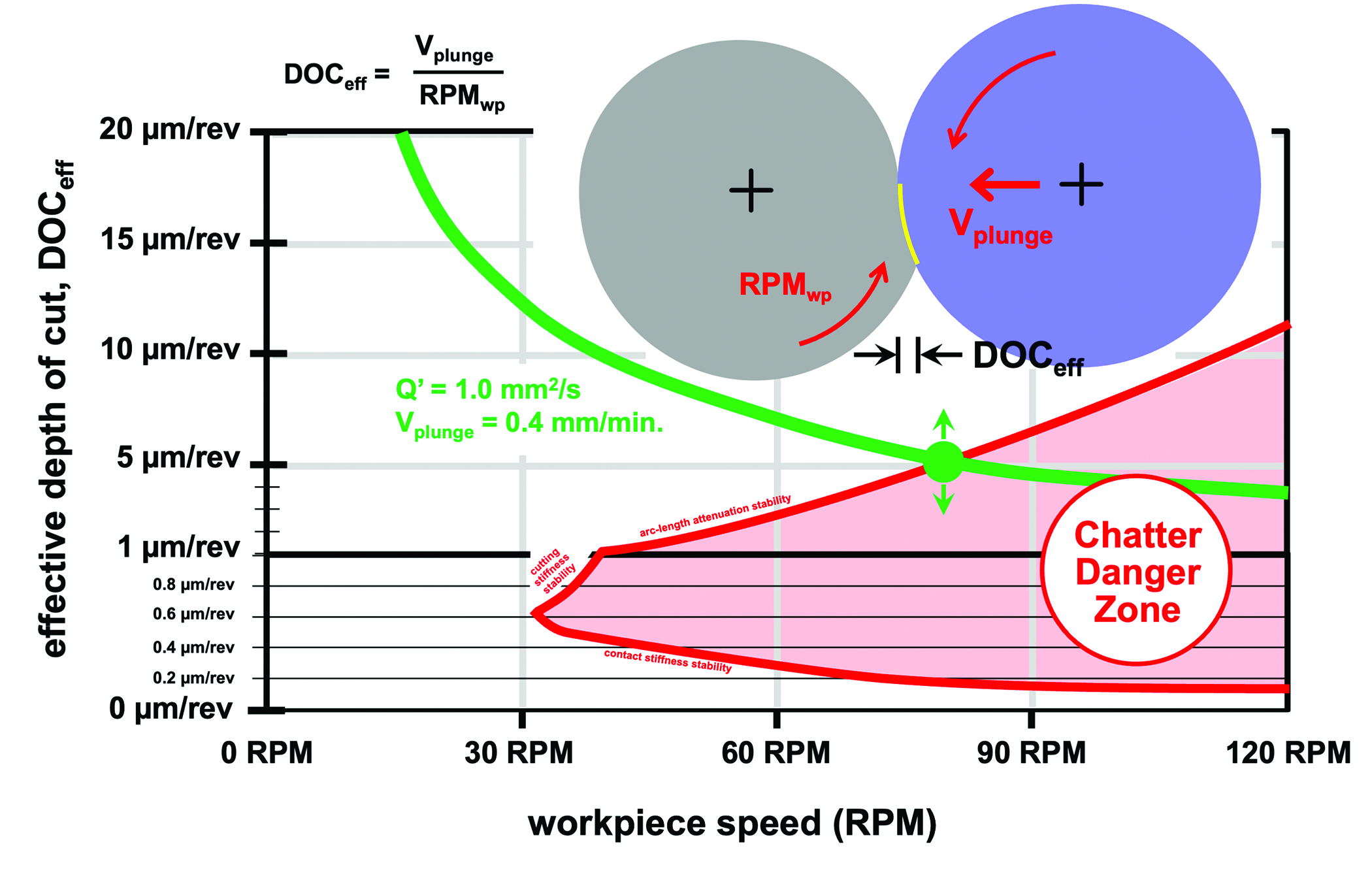
A chatter stability map. Image courtesy of J. Badger
As the wheel plunges into the workpiece, the workpiece material is rotating into the wheel (the yellow arc in the figure). For every revolution of the workpiece, the wheel has plunged in a certain depth. This is the effective depth of cut, calculated by: DOCeff = Vplunge/RPMwp. For the green dot, let’s say you’re plunging in at 0.4 mm/minute at 80 rpm. That’s an effective depth of cut of 5 mm. Now, if you have chatter and want to avoid the Chatter Danger Zone, what should you do?
Decreasing Vplunge will decrease DOCeff, taking you into the Danger Zone (green down-arrow). That’s bad. Increasing Vplunge will take you out of the Danger Zone (green up arrow). That’s good.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion