Shedding light on lasers
Lasers offer major steel-cutting advantages, but there are also reasons to pass.
If you machine steel but don’t know much about lasers, it might pay — and even pay big — to learn what this special light can do at a shop. In the process, however, don’t let the shining attractions of a laser machine blind you to its downsides.
As for those attractions, state-of-the-art lasers offer fast, economical and accurate cutting of sheet metals and thick plates with high cut-edge quality, little to no post-processing and minimal drawing-to-part time, said Rouzbeh Sarrafi, senior applications scientist at IPG Photonics Corp. a laser manufacturer in Oxford, Massachusetts. He said lasers on the market do a good job of cutting almost all metals, and the lasers are particularly good at cutting steels.
“Steel is one of the best materials that you can cut with lasers in terms of quality and throughput,” he said. “All grades of steel have been shown to cut really well with lasers.”
Productivity and Savings
Although lasers carry a hefty price tag, they’re very inexpensive to operate, so per-part costs are the lowest of any cutting option, said Brett Thompson, laser technologies and sales consulting manager at Trumpf Inc. in Farmington, Connecticut. And while not quite as accurate as chip-producing machines, he said lasers provide good cutting accuracy, along with high productivity.
“So generally,” he said, “people are focused primarily on laser cutting because of the throughput they can get.”
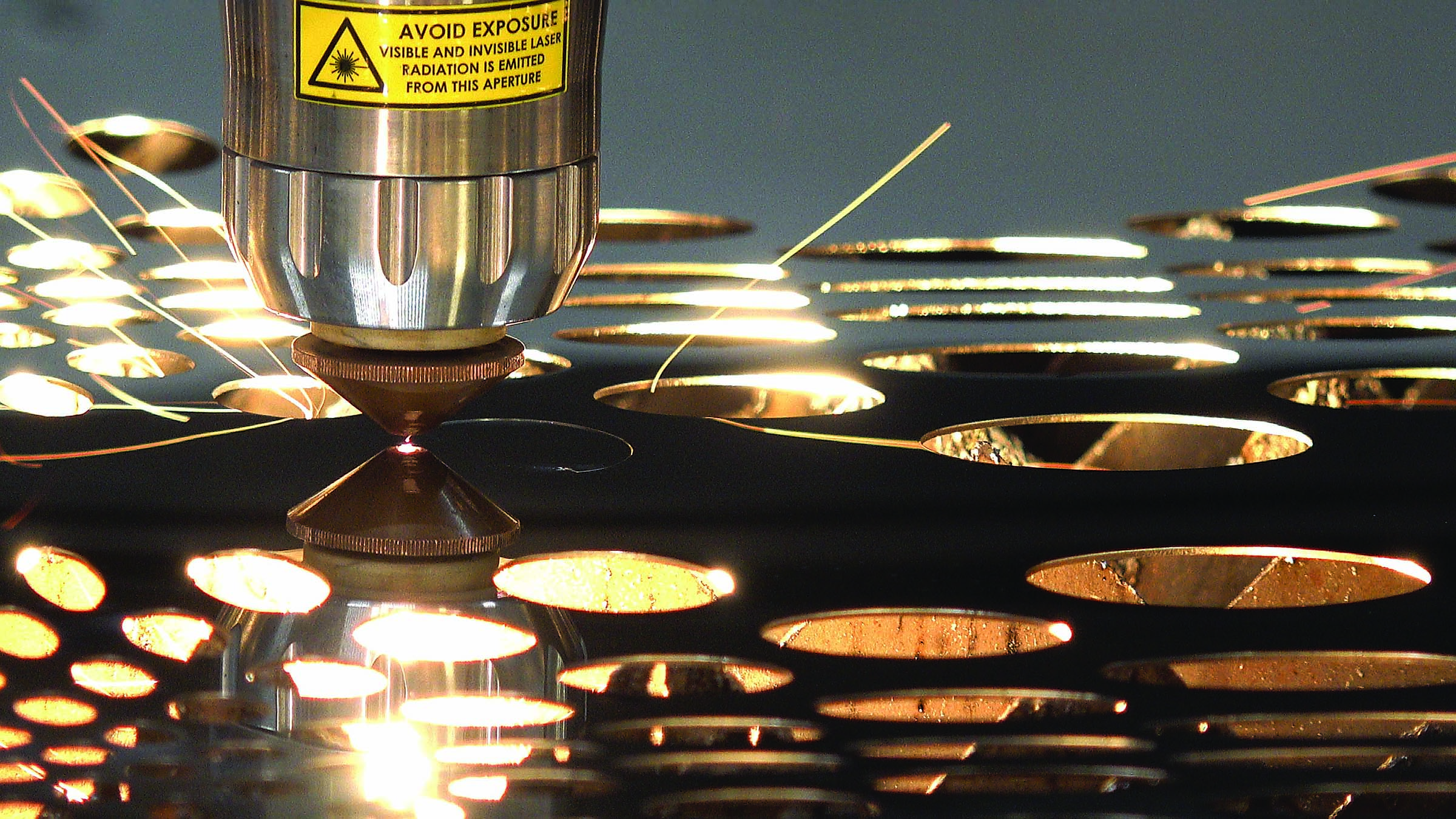
When laser cutting stainless steel (shown at left), different assist gases produce different results. Image courtesy of IPG Photonics
Lasers are an especially attractive option for those trying to meet the challenges of micromachining steel, said Attila Farkas, sales and marketing analyst at Microlution Inc., a Chicago-headquartered subsidiary of GF Machining Solutions LLC. Microlution sells turnkey laser-based packages for machining very small features, such as holes with diameters of about 30 µm (0.001″). He said trying to cut these microscale features with conventional tools results in a good deal of costly tool breakage. And while electrical discharge machining works well for steel micromachining, he said, there are tool consumption costs that are not incurred when cutting with a laser.
What’s more, using EDM to shape a small hole requires an initial drilling operation, which adds more time to the process, as well as an additional machine.
With a laser, however, “not only can you create the hole in solid steel, but then you can shape the hole to the final size,” said Eric Ostini, head of business development at GF Machining Solutions in Lincolnshire, Illinois.
At IMTS last month, one item displayed by the company was a steel spinneret die. Traditionally, the job of creating the small slotted holes in the spinneret required both milling and EDM machines, he said. Now, though, a single laser machine is all that’s needed. Besides eliminating a machine from the process, he pointed out that the laser does its work much faster than the two machines combined.
“It might take three hours to do a spinneret between milling and an EDM,” Ostini said, “whereas a laser can reduce that to minutes.”
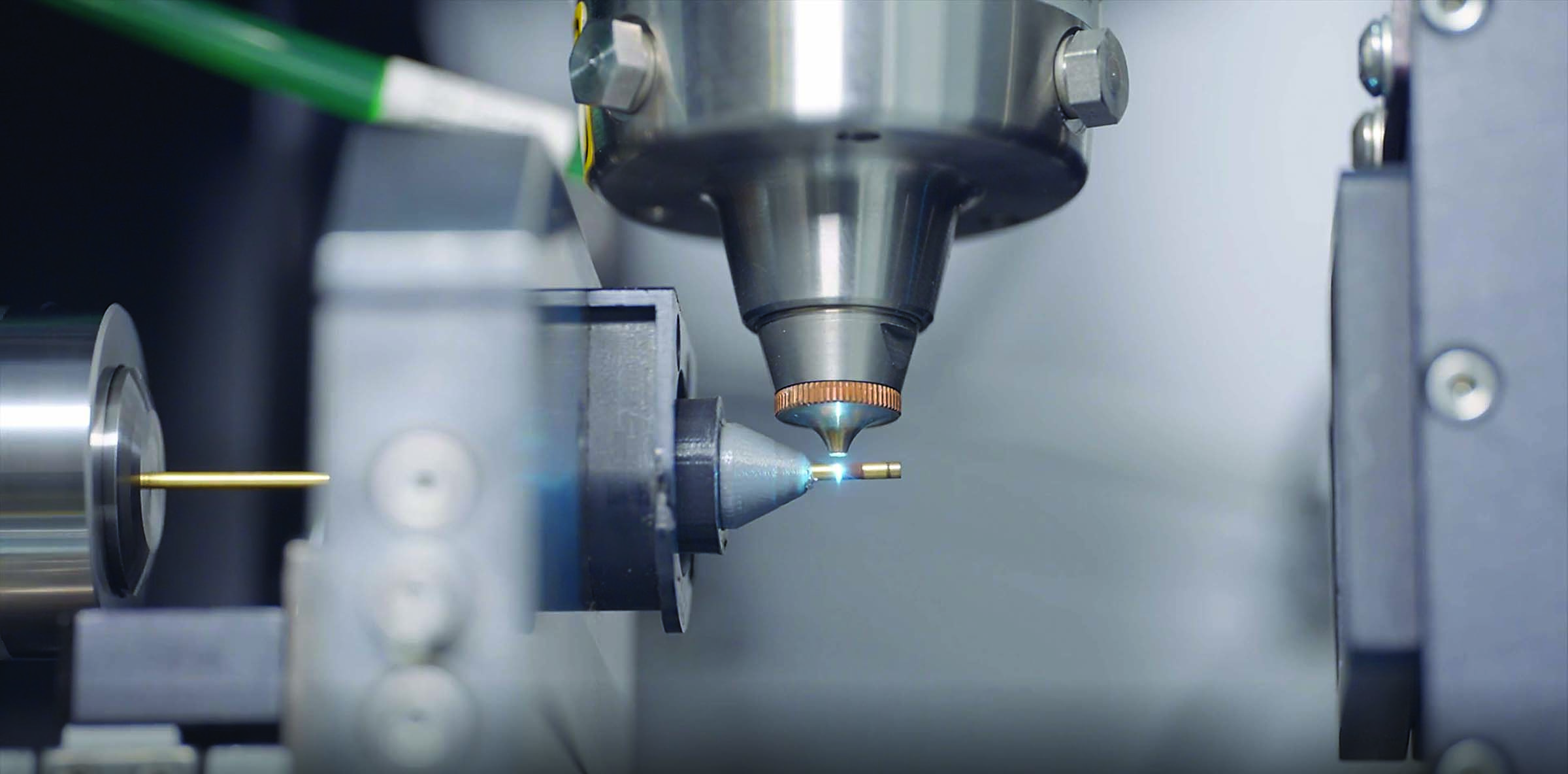
Laser turning can create steel parts with very small diameters. Image courtesy of Microlution
Farkas said lasers have a big advantage over wire EDM in both cycle time and quality when used to make highly precise steel watch gears. EDM, he noted, can have a cost and cycle time advantage if the gear materials to be cut are stacked. But another result of stacking is a loss of repeatability, so to maintain tight tolerances, many high-end watchmakers don’t stack materials for cutting.
With a laser, he said, “you might have a higher initial cost, but you’re going to make the parts faster if you’re not stacking them, and you get higher quality.”
Sarrafi said time and cost savings are key reasons that lasers have been replacing punch cutters in the production of steel parts. He noted that laser machines can handle changes in part materials and thickness without any setup or tooling costs. Instead, all that users need to do is to change the process parameters in the controller. Similarly, changes in part geometry are made quickly using what he calls “soft tooling.”
“In modern high-power laser machines, you can go from a CAD drawing to cut parts in less than five minutes,” he said. And with problems of tool and die wear eliminated, “you can understand how attractive laser cutting can be today.”
In addition, Sarrafi pointed out that laser cutting is noncontact, so a laser can be thought of as a blade that never dulls.
“High-quality fiber lasers are so reliable that a cutting recipe (always) will cut with the same speed and quality,” he said, “so there’s no need to tweak the recipes once set for a certain material.”
On the other hand, Sarrafi said punch machines sometimes have an edge over lasers — typically when producing large quantities of parts with relatively simple geometries. In those cases, upfront tooling costs may be justified to punch out multiple parts very fast. Laser machining, by contrast, is a profile cutting process and can be slower in those situations, he said, depending on laser power.
Laser Drawbacks
Compared with other cutting options, lasers are also at a disadvantage when it comes to upfront costs. Consider, for example, femtosecond lasers — advanced lasers with pulse durations of about a quadrillionth of a second — used to machine small features.
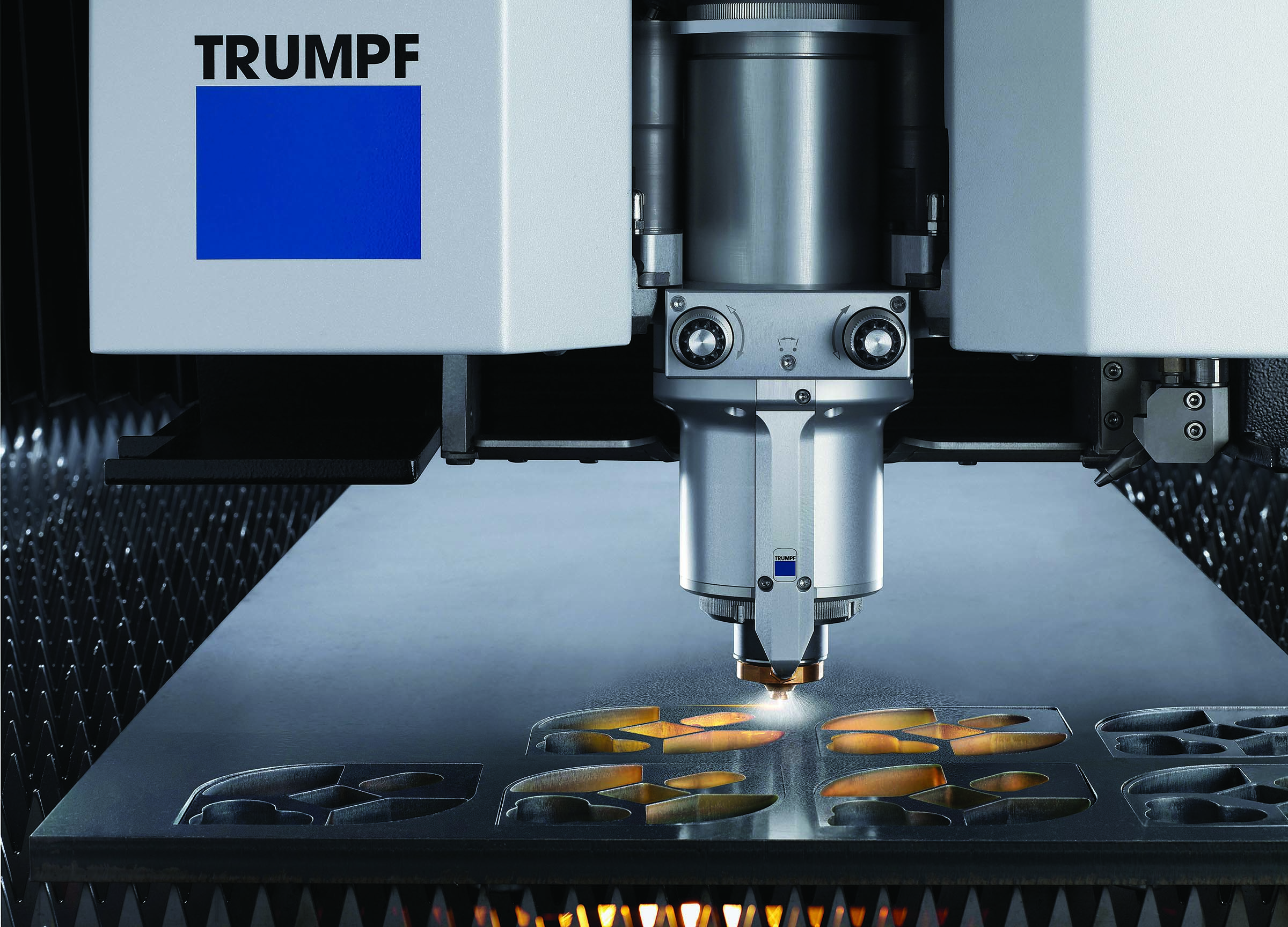
Trumpf’s technology enables selective cooling of a workpiece during laser cutting. The purpose is to improve process reliability and allow new geometries when a laser cuts thick mild steel. Image courtesy of Trumpf
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
Continue reading
October 2022

