Firm fluid grip: Design & Engineering
As a workholding option, hydraulic technology has a number of attractions — and a few important downsides.
Two cheers for hydraulic systems used to position, support and clamp parts for machining operations. In many applications, these workholding systems — which include hydraulic lines, pumps, cylinders and valves — offer significant advantages over manual and pneumatic workholding. In addition, hydraulic workholding is a good fit for shops that have automated their processes or are interested in doing so.
But hydraulic workholding doesn’t merit a third cheer because there are reasons not to choose it in certain situations. What’s more, inherent downsides of hydraulics eventually may cause it to be completely eclipsed as a workholding option.
Compared with employing a manual clamp with a bolt, hydraulic workholding is typically a faster, more accurate and more repeatable alternative, said Braden Damman, applications engineer at Vektek LLC, a maker of hydraulic clamps in Emporia, Kansas.
“If you have a high-density fixture, you have to manually tighten all the bolts on there,” he said. “If (the operator) accidentally misses one, you might have to scrap a part or even damage the machine. But if you have a hydraulic actuator pulling the bolt, you’re not relying on an operator. As soon as you push a button to actuate it, all the clamps are going to pull at the same time and every single bolt will get tightened with an equal pressure.”
By contrast, results can vary greatly when clamping operations rely on an operator with a torque wrench.
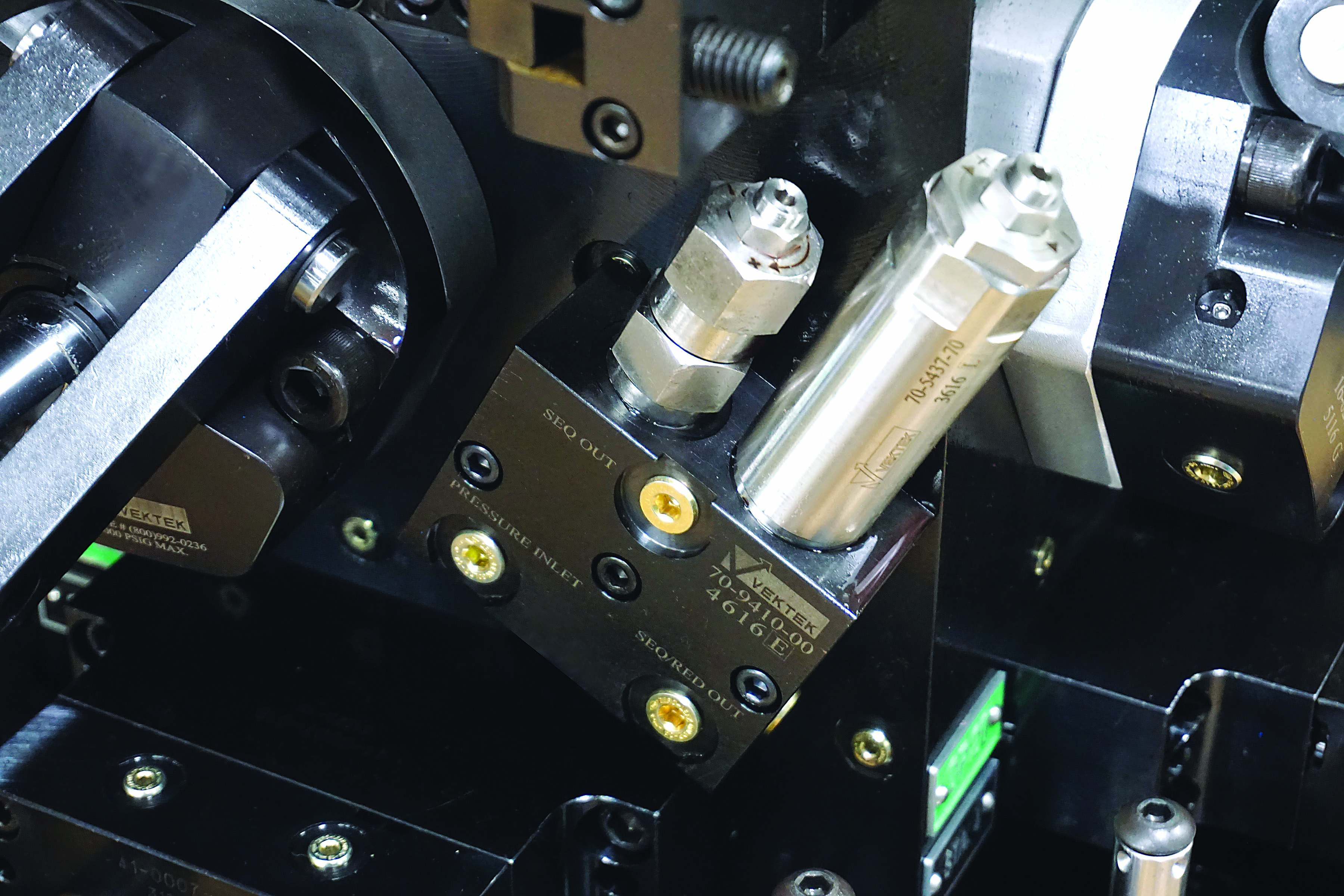
The Combination Sequence/PRV Block lets users control both timing and pressure on fixtures. Image courtesy of Vektek
“I’ve been taught that you normally get about 30% scattering in the forces that are generated by an operator with a torque wrench, and it can change from operator to operator, whereas with hydraulic workholding, (the process is) very precise,” said Chuck Milam, sales engineer at Minneapolis-based Kurt Workholding.
On the downside, he pointed out that hydraulic workholding can be quite a bit more expensive than a manual system, depending on the type of hydraulic circuit required for an application. And since some kind of hydraulic plumbing always is needed, users must monitor hydraulic pressures and make sure there’s no air in the lines.
Moreover, in a worst-case scenario, Milam said a hydraulic failure is “very messy.”
Fluid Versus Air
Hydraulic workholding also has disadvantages compared with pneumatic systems. In addition to being quicker than hydraulics, Milam said pneumatic systems are easier to move and more
economical.
“With hydraulics, you’re dealing with much higher pressure, so you have to have tubing, hoses and fittings that are very highly rated,” he said.
On the other hand, Milam noted that the higher pressures generated by hydraulic systems are advantageous because they allow the use of smaller pistons to actuate the workholding device. This means that hydraulic systems take up less space than pneumatics to produce a given amount of clamp force.
In fact, “the size of the (pneumatic) clamp necessary to output the same amount of force (as hydraulics) becomes pretty large because typically you’re running at 80 to 100 psi air pressure,” Damman said. “Then you don’t have that advantage of high pressure in a smaller package.”
Common Uses
Hydraulic workholding can work with any machine, but Damman said it’s most commonly used with horizontal machines in high-volume production. Although in most cases it wouldn’t make sense for low-volume machining because of the upfront cost, he noted that manufacturers in industries like aerospace use hydraulic workholding to produce small numbers of parts when high-precision clamping is necessary.
Milam said hydraulic workholding is also a good fit in automation setups, working in conjunction with a robot.
“When I first started quoting and designing hydraulic circuits for automation 20 years ago, it was pretty expensive,” he said. “But the price has really come down, and it’s much easier to set up.”
On the other hand, hydraulic workholding may not be an option at facilities where fluid flammability is a major concern. In addition, hydraulics could be unsuitable for the production of medical instruments and implants.

The Centco4 (2+2) self-centering and compensating chuck is designed to clamp any workpiece geometry. Image courtesy of Vektek
Shops making products that go inside the human body “want as little contamination to enter the manufacturing process as possible,” said Larry Robbins, president of the commercial division of SMW-Autoblok Corp., a workholding
manufacturer in Wheeling, Illinois.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

