Using temperature models: General Industry Coverage
A good thermal model can help minimize cycle time and burn risk, but according to The Grinding Doc making one is not easy.
Dear Doc: I grind gears and am thinking of building a thermal model to predict grinding temperatures. Are models accurate? Is it worth doing?
The Doc replies: A good thermal model can help you choose grinding parameters that minimize both cycle time and burn risk. However, you must keep in mind the words of mathematician George E.P. Box (1919-2013): “All models are wrong, but some are useful.” The trick is to make your model less wrong and then know how to make it useful. It’s not easy.
Most models use the Jaeger equation of an infinite moving heat source (see the figure) to predict the maximum temperature on the surface of a workpiece. It’s then a matter of figuring out less wrong input parameters: What is the grinding power? How much of it comes from chip formation, and how much comes from rubbing? What fraction of chip formation heat goes into the workpiece? What fraction of the rubbing heat goes into the workpiece? How much heat goes into the coolant? (There is a lot in creep feed and very little in cylindrical outside diameter.) How much heat goes into the grit? (Aluminum oxide grits suck up very little heat while diamond and CBN grits suck up a lot.) How much is the wheel deflecting at the point of contact? (Resin-bonded wheels deflect a lot while vitrified-bonded wheels deflect only a little.) Under what conditions is the model accurate? (It is more accurate in cylindrical OD and less accurate in creep feed.)
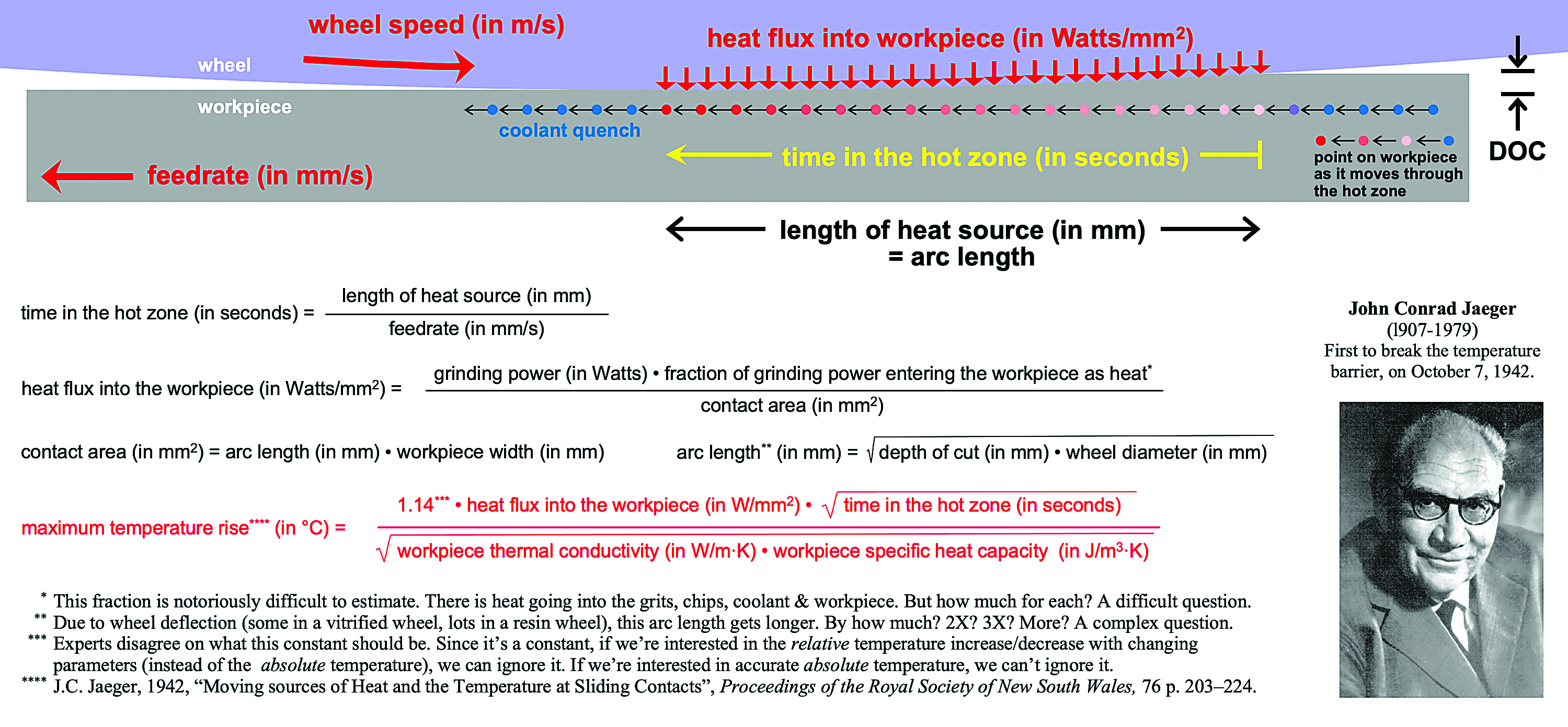
The Jaeger equation and its inputs for grinding are shown.
Grinding experts disagree vehemently on how to deal with each of these inputs. At grinding conferences, heated debates develop about thermal models. Pride runs rampant, tempers flare, harsh words are spoken, fights break out, and lifelong enemies are made. The result is better thermal models.
Building a less wrong thermal model is not easy. And the people whose thermal models I respect are super-humble about them. These experts know the limitations. Beware of people who tell you they have a very accurate model. If somebody tells you that his or her grinding thermal model is very accurate, the grinding thermal model is not accurate.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion