Give threading a whirl: Medical Machining
Thread whirling is a productive way to quickly make certain thread forms.
Although similar to thread milling, thread whirling has inserts mounted on the inside of a cutting ring, or cutter holder, rather than on the outside of a milling tool. The thread whirling ring rotates around a cylindrical component to cut a thread in one pass.
A productive method often used for thread forms that need to be produced quickly and at tight tolerances, typical parts for thread whirling are medical bone screws, implants, feed screws, worm gears and other microcomponents.
Swiss-style CNC machines use thread whirling to generate complex, complete thread forms that normally would be difficult to produce efficiently in high volumes. Thread whirling is a milling process used primarily for thread forms that require large amounts of removed material, such as medical buttress threads designed to thread into bone.
Thread whirling is important to manufacturers of implant screws, for which orders can range from 1,500 to 5,000 pieces or more per production run. Bone screws are being designed with more complex thread forms, including deep threads, multiple leads and unique thread pitches. Inserts are designed and manufactured specifically for individual threads.
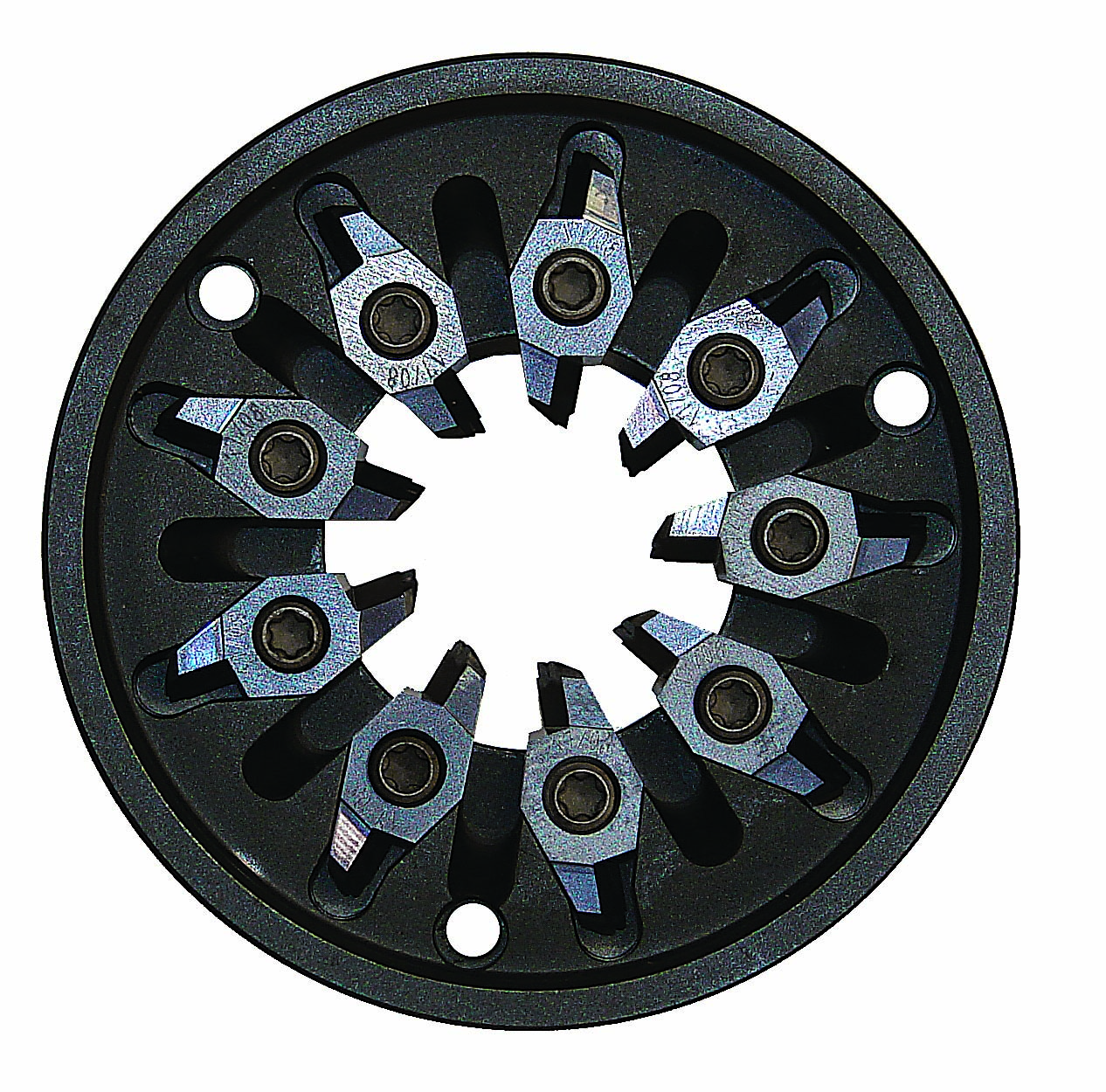
Shown above is a typical arrangement of cutting inserts in a thread whirling ring, which affixes to the dedicated live tooling attachment used to perform the process. Image courtesy of Genevieve Swiss Industries
“Thread whirling can be used to produce worm gears and of course standard 60-degree UN threads, as well as metric standard threads,” said Scott Laprade, applications supervisor at Westfield, Massachusetts-based Genevieve Swiss Industries Inc., which does business as GenSwiss.
The company specializes in tooling and accessories for Swiss-style machining and has expertise with thread whirling given its exclusivity to Swiss machines.
GenSwiss has partnered with Utilis AG of Müllheim, Switzerland, since 2006, and the companies have worked to further the technology used in this machining process. Laprade said Utilis and GenSwiss introduced to the Swiss-turn industry thread whirling systems that use up to 12 thread cutting inserts. The addition of tooling with more cutters enabled users of whirling attachments to increase productivity over the conventional three- and six-insert systems that were available at the time.
Another company, Sandvik Coromant Co. in Fair Lawn, New Jersey, provides CoroMill 325 thread whirling rings and inserts, which meet the needs of a large number of sliding-head machine types. The rings and inserts can thread long, slender components from rough stock at high speeds without use of a dedicated thread whirling machine, said Patrick Loughney, who handles business development for small part machining and is product specialist for indexable drilling tools.
He said most thread whirling is performed on a sliding head on a Swiss-style machine.
“These machines offer the most stable cutting condition due to the bar stock being supported by a guide bushing that is in the machine’s spindle/chuck, where the material is fed through the guide bushing, allowing for the cutting tools to be very close to the material being machined,” Loughney said. “The machine must have a c-axis that the thread whirling unit is driven by. The thread whirling ring fits into the unit. The rings consist of multiple indexable carbide inserts with up to three cutting edges depending on the pitch of the thread.”
Advantages
Thread whirling offers several advantages over single-point threading. First, users can machine high-quality threads on long, slender components without the risk of bending or vibrating. Single-pass threading from stock diameter reduces cycle time, increases productivity and helps produce accurate threads by tilting the whirling ring toward the helix angle. Also, good chip control enables continuous machining, and finishing treatment is not required. Finally, deep thread forms, such as Acme, can be achieved easily with thread whirling.

Although similar to thread milling, thread whirling has inserts mounted on the inside of a cutting ring, or cutter holder, rather than on the outside of a milling tool. The thread whirling ring rotates around a cylindrical component to cut a thread in one pass. Image courtesy of Sandvik Coromant
“Speed is the main advantage,” Laprade said.
He said whirling can produce long threaded parts accurately and efficiently with exceptional surface finishes, whereas traditional single-point threading methods require multiple passes with a threading tool. An additional advantage is that aggressive, deep thread forms can be achieved in a single pass with a high level of precision.
Long threads pose a further hurdle when machined on a Swiss-style CNC machine. Because Swiss machines use a guide bushing to support material, which moves through the tooling rather than the tooling moving to the workpiece, Laprade said long threaded parts must be pulled back through the guide bushing after being cut, resulting in lost support of the workpiece.
“Once material support is removed,” he said, “a machinist runs the risk of the part deflecting under the tool pressure with each subsequent pass. Thread whirling eliminates this concern, and it can take stock diameter and machine it to a complete thread in a single shot.”
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

