Stainless takes flight
Machining stainless steel for aerospace applications requires cutting tools that are tough, polished and sharp.
The most common stainless steel alloy is 304. It is also the most machinable stainless steel. However, it’s rarely used to make aerospace components, said Christopher Dones, application specialist for the Northeast at Elgin, Illinois-based Dormer Pramet.
Instead, types that are more challenging to machine, such as 321 and 17-4 PH, frequently are found in aerospace applications, he said. In addition, austenitic stainless steel is more common than martensitic stainless. Precipitation hardening, he said, increases corrosion resistance comparable to austenitic alloys. Austenitic alloys typically have about 16% to 18% chromium content and from 0% to 5% nickel content while martensitic alloy’s chromium content is from 12% to 14% and nickel content is from 0% to 5%.
The higher amount of chromium and nickel makes the material more abrasive and gummy, Dones said, adding that the “harshest” stainless has 26% chromium. He said the higher the chromium content is, the harder the stainless steel is.

When tapping stainless steel, the blue ring Shark tap reduces axial forces and torque compared with conventional taps, according to Dormer Pramet. Image courtesy of Dormer Pramet
“The material wants to stick to the tool, makes the tool spin in the part and makes the part harder,” he said. “Workhardening is the No. 1 challenge with stainless steel.”
To minimize the harm that workhardening has on tool life, the toolmaker recommends avoiding the use of tools with worn, dull edges, which could accelerate tool wear and cause premature failure. Also, end users should prevent dwells or pauses in the cutting process, which cause heat buildup and increase workhardening.
Adding to the challenge is airplane parts, such as actuators, fasteners and landing gear components, which frequently are manufactured from proprietary types of stainless steel, Dones said.
“They give us some information, but they keep it pretty secretive,” he said about the alloying elements. “When we get something like that, we always start with the worst-case scenario.
Walk, Don’t Run
Similar to the vast majority of cutting tool manufacturers, Dormer Pramet provides speed and feed recommendations for its cutting tools, but those were developed for metals with known alloying elements. In addition, toolmakers test cutting tools in an ideal environment when establishing starting-point recommendations.
“In the field, it is never a perfect environment,” Dones said. “We start low and work our way up. It helps avoid the catastrophe of blowing everything up.”
He recommends low cutting speeds but high feed rates.
Additionally, high machining parameters can cause heat to transfer into a cutting tool and increase wear, according to Dormer Pramet. The thermal conductivity of stainless steel, nickel and titanium tends to be low. But with the high feeds required during machining, the cutting edge quickly can become overheated, shortening tool life. Large tools dissipate more heat during machining than smaller ones, Dones said.
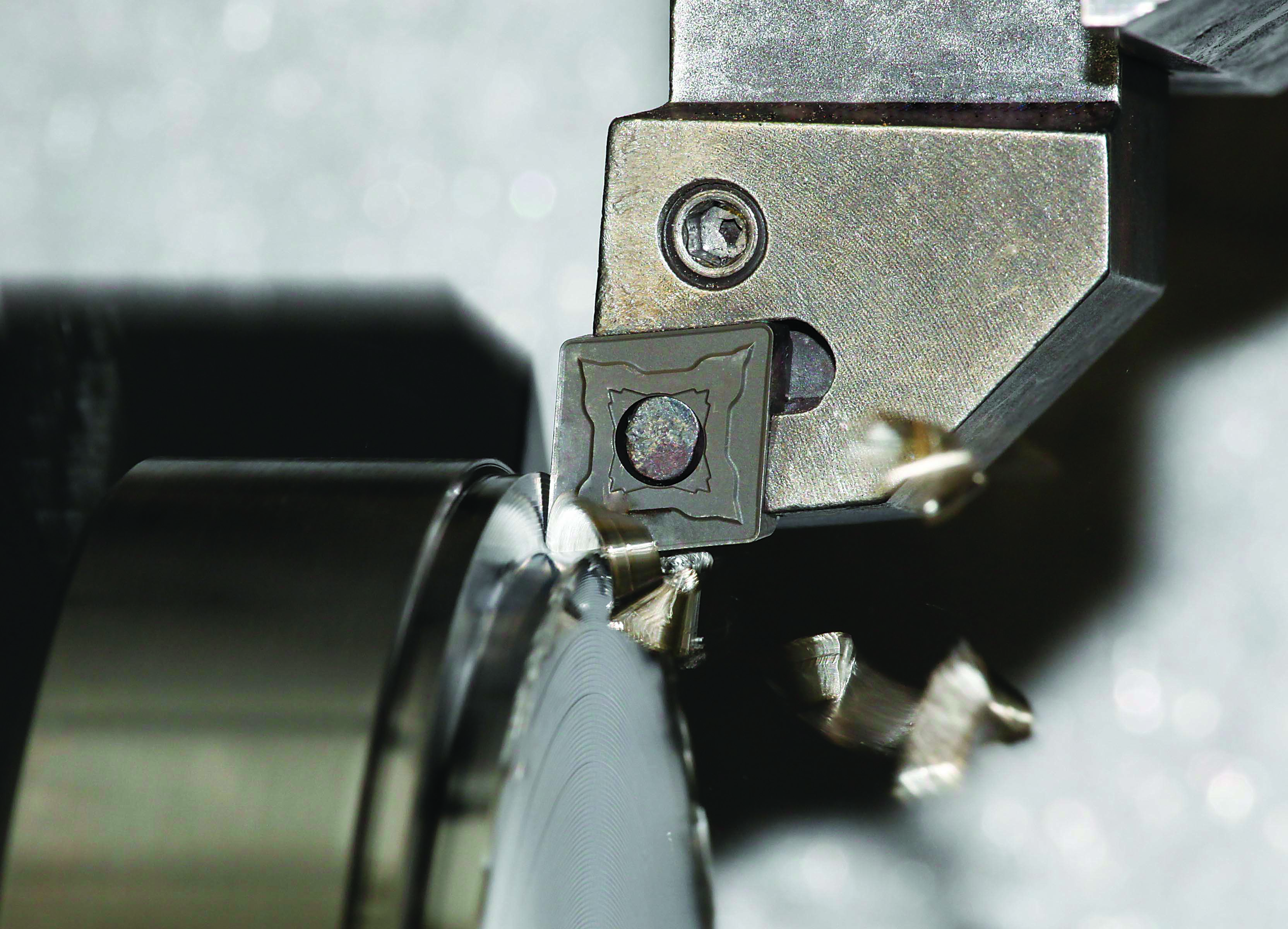
Dormer Pramet has a range of turning tools for stainless steel. Image courtesy of Dormer Pramet
To remove heat from a tool/workpiece interface while helping chip breaking and improving the dimensional stability of the part, a generous flow of metalworking fluid often is recommended when machining stainless steel. Coolant can be applied through the spindle and tool or in a flood arrangement. However, milling with a tool grade that’s not optimized to resist the effect of constant temperature changes at the cutting area causes heat stresses on the tool, resulting in thermal cracks.
Dones said coolant is used half the time when milling, depending on the machining environment, machine tool and type of stainless being cut; 95% of the time through the spindle when deep-hole drilling; and all the time when tapping.
“Sometimes coolant and lubricants counteract the heat generated at cutting tool edges,” he said.
The toolmaker offers the Dormer-branded blue ring Shark tap for threading stainless steel. The tap can be coated with the company’s Super-B, a hard lube TiAlN coating that prevents chips from adhering to the flutes, Dones said. He added that the tap has a lot of back taper to increase sharpness and make it easier to break through a hole.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


