

Broaching revolution: Turning Performance
Rotary broaching is a timesaving way to cut internal and external part shapes.
With conventional broaching, a special machine pushes or pulls a toothed cutting tool called a broach over or through a metal surface to create a polygon shape, such as a spline or keyway. But by putting a wobbly spin on the process, shops can quickly and accurately cut the same shapes without a broaching machine.
This broaching technique is known as rotary broaching because rotation plays a key part. Although no broaching machine is required, people who wish to try the method need a couple of special components: a rotary broach toolholder and a rotary broach. Common rotary broaches are made of high-speed steel, which is very hard and good for cutting a variety of metals. At the end of a rotary broach is a precision-ground form that matches the desired part shape.
Rotary broaching tools machine a knurl on the OD of a steel part. Image courtesy of Slater Tools
Polygon Solutions Inc. in Fort Myers, Florida, makes sure the rotary broaches it sells don’t have sharp corners.
“Most of the time when a broach fails, it chips on a corner,” said President Steve Derbin. “So a corner radius helps.”
Process and Products
In a lathe, the rotary broach rotates 1-1 with the workpiece while the toolholder body remains stationary. The tooling is driven by the workpiece, so live tooling is not required.
The toolholder includes an internal live spindle that holds the broach at a 1-degree angle relative to the spindle. This produces a wobbly rotational motion, which is why rotary broaching also is known as wobble broaching. The result is chisellike action that rapidly cuts one corner of the shape at a time as the broach is fed through the workpiece to the finished depth.
The idea is to reduce pressure generated by the operation so it can be done on a CNC machine. Consider, for example, rotary broaching a hexagon form.
Although the entire form is created in a single pass, “there is not that much pressure because you are basically cutting out one corner at a time rather than putting the full form in at once,” Derbin explained.
When it comes to rotary broaching, he said, “all the magic is in the toolholder,” which features a freely rotating spindle on the front end supported by a set of bearings.
Rotary broach toolholders come in adjustable and adjustment-free styles.
“If you are using a really precise Swiss machine, you can just mount an adjustment-free holder in the machine and let it run while the adjustable will compensate for any machine misalignment,” said Kris Renner, director of operations at Clinton Township, Michigan-based Slater Tools Inc., which offers a variety of internal and external rotary broaches.
Adjustable holders can be centered right on the machine.
With rotary broaching, “we want to keep the pressure down, and centering is important for that reason,” Renner said.

These rotary broaching tools produced an OD spline and ID square on brass parts. Image courtesy of Slater Tools
Rotary broaching can produce many internal and external forms. In addition to splines, keyways and hexagons, these include squares, serrations and Torx and Rosan types. Unlike broaching machines, rotary broaching can make internal forms in blind holes, as well as through-holes, Derbin said.
Why It Pays
Creating a shape with a broaching machine is a secondary operation performed after turning or milling the workpiece. By contrast, rotary broaching can be done on any lathe, mill or machining center at the same time as other operations. (In a mill, the rotary broach remains stationary with the workpiece on contact while the toolholder body rotates in the machine spindle.)
“In today’s machining world,” Renner said, “time is money, so that helps our customers be competitive.”
The same rotary broach toolholder can be used on a lathe or mill.
“It’s not machine-specific like a lot of toolholders,” Renner said. “We have people using it on super-old turret lathes and new and expensive five-axis vertical machining centers.”
A rotary broaching operation is completed in seconds and can create forms with an accuracy of 0.0127 mm (0.0005″) or better. In some cases, thousands of parts can be broached before a tool change is necessary.
Nevertheless, Renner pointed out that conventional broaching is still popular in part because of the limitations of rotary broaching. For one thing, she said using rotary broaching to produce form sizes greater than approximately 50.8 mm (2″) in diameter or forms that go deeper than about 1.5 times the major diameter would create so much pressure that it would trigger a CNC machine alarm.
In addition, rotary broaching workpieces made of materials over about 42 HRC “really takes a toll on tool life,” Derbin said. “You can do it, but you’re only going to get one or two parts per broach.”
Rotary Broaching Applied
Derbin reports that rotary broaching commonly is used today to create small features for the plumbing, medical and aerospace industries. For example, he noted that the technique is the only option for aerospace firms machining Rosan ports. These are blind holes, so the only other way they could be created is with wire electrical discharge machining. This process, however, produces so much heat that it can cause the ports to fracture.
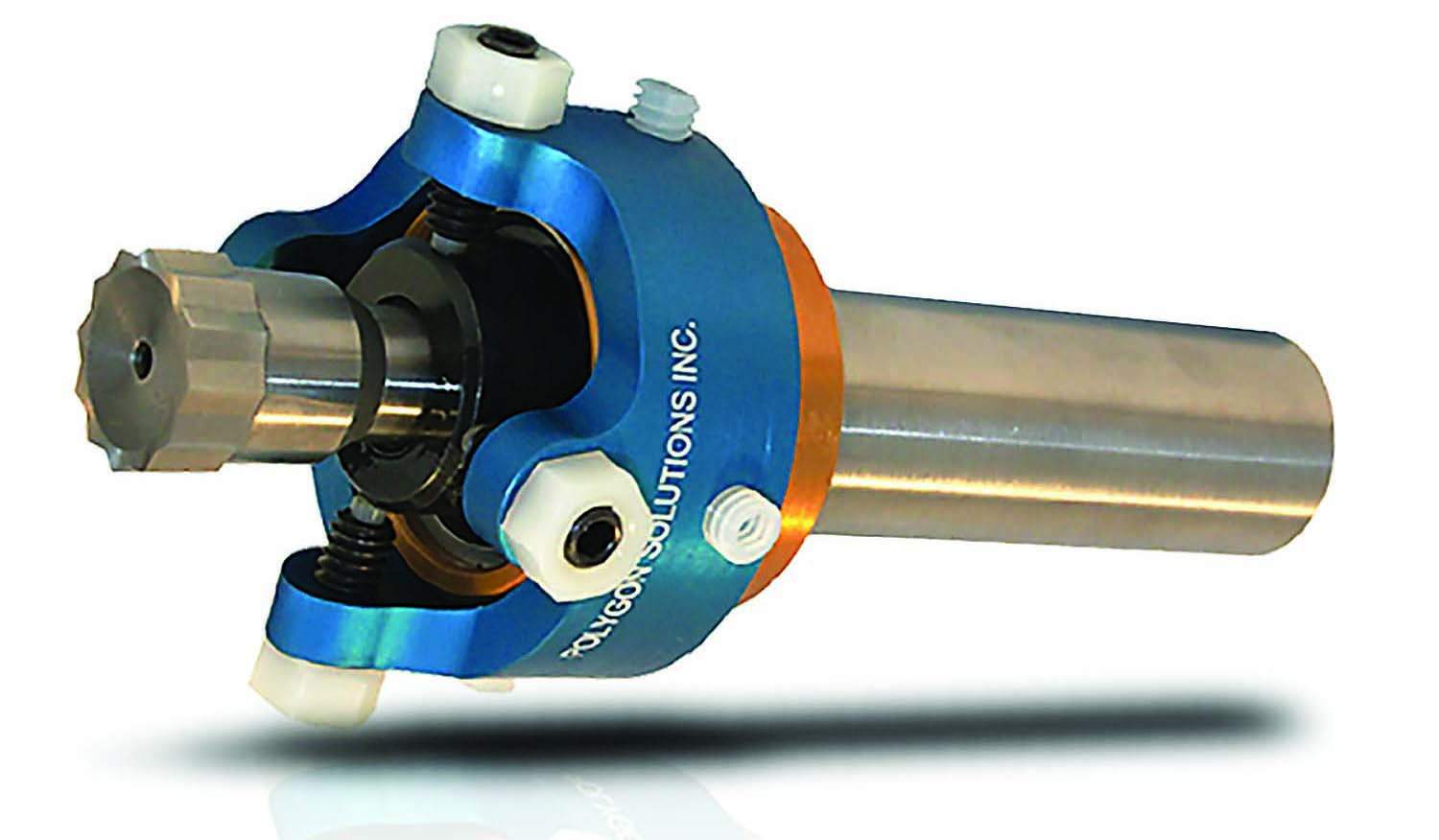
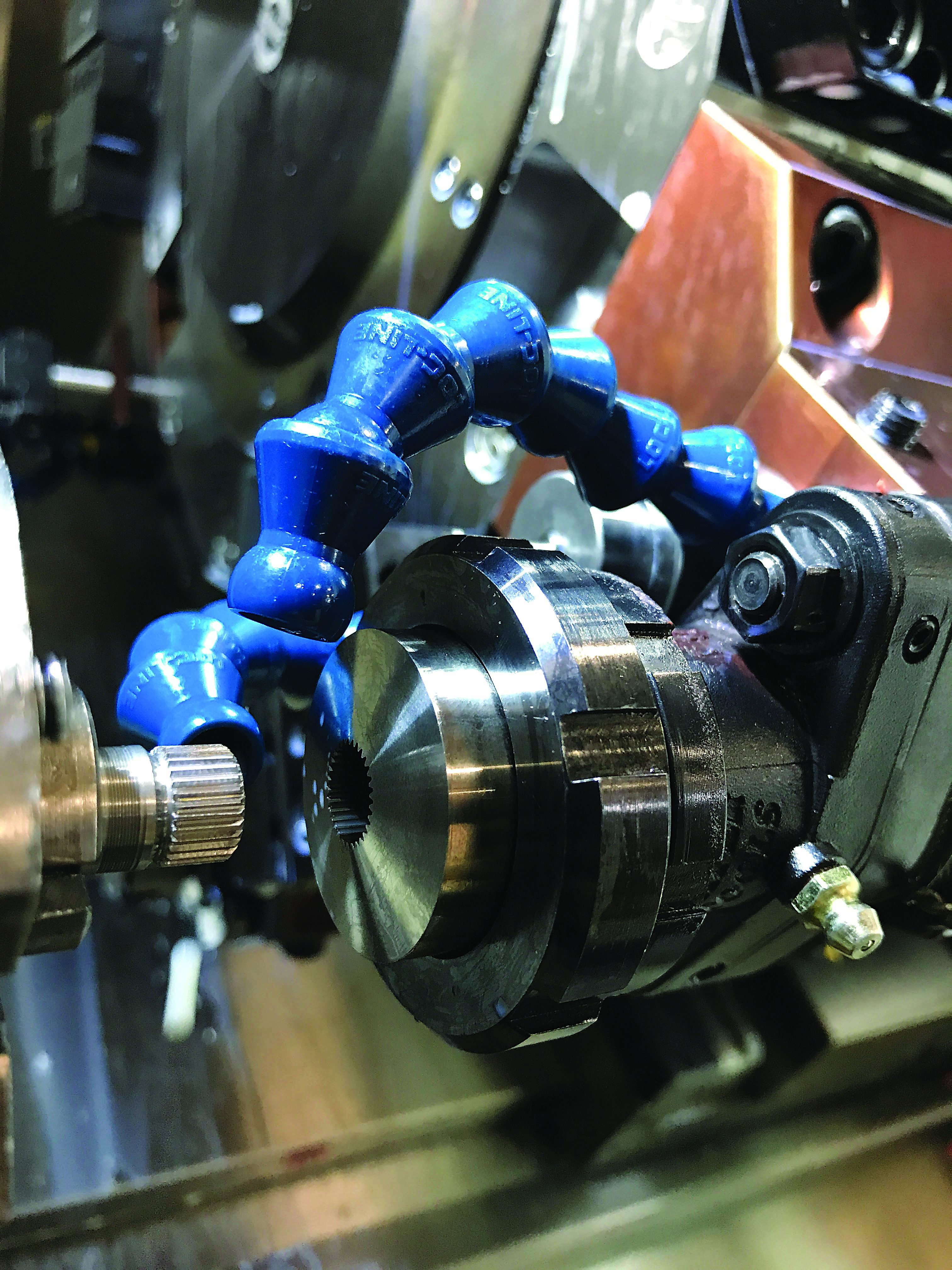
The blue alignment brake on the GT series rotary broach toolholder can orient a broach in the same position for each part. Image courtesy of Polygon Solutions
By contrast, rotary broaching is “a very low-heat operation,” he said.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


