New developments promise change for turning
There's a perception in some quarters that turning hasn't changed much in the past century. But people who think that are not up on current metal-cutting events. Makers of turning tools and equipment lately have been unveiling significant developments.
There’s a perception in some quarters that turning hasn’t changed much in the past century. But people who think that are not up on current metal-cutting events. Makers of turning tools and equipment lately have been unveiling significant developments. These manufacturers say turning personnel who embrace the advances can reap many benefits, including shorter cycle times, finer surface finishes, improved chip control, longer tool life and fewer tool changes.
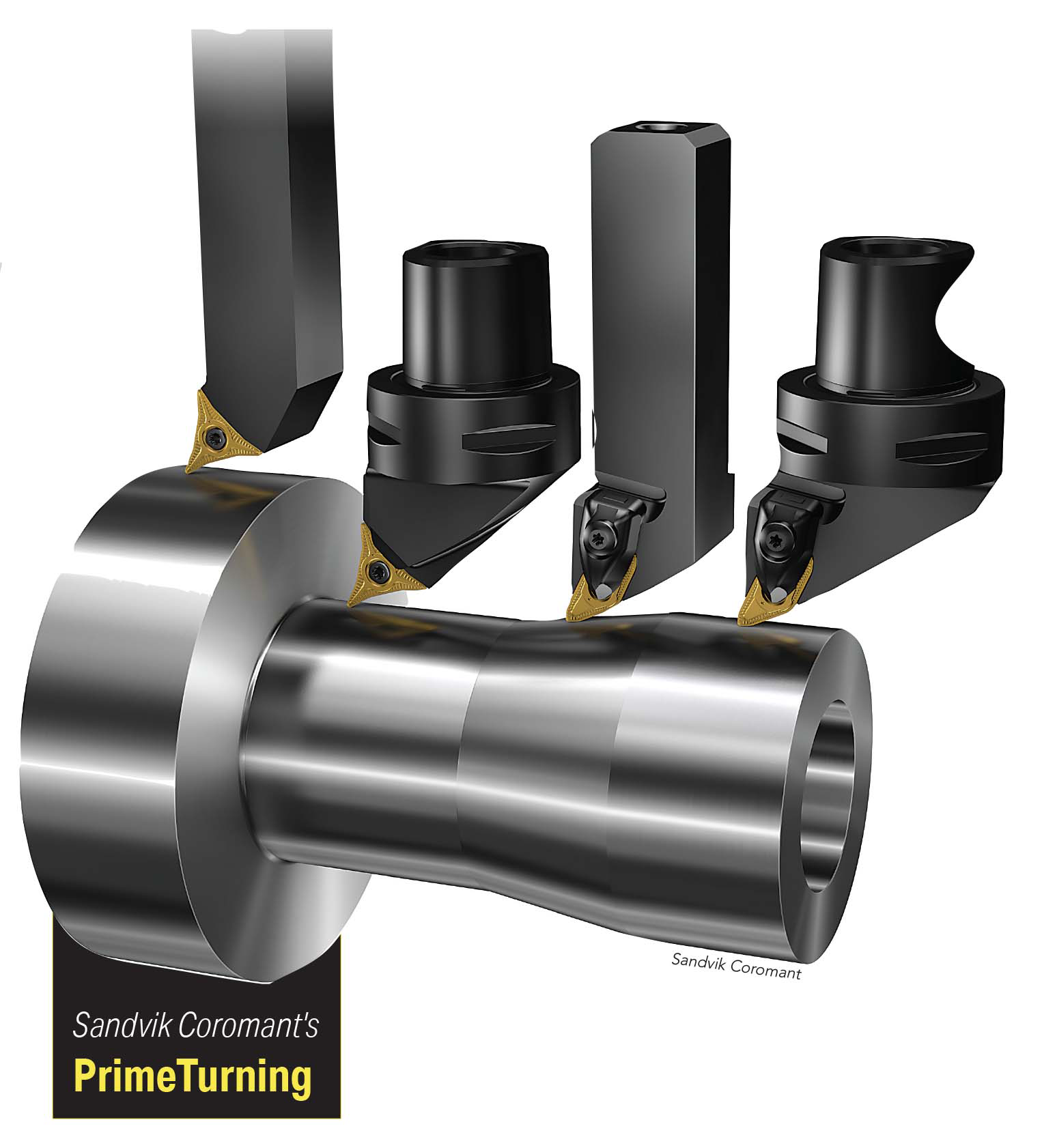
It could be said that one of these developments takes turning in a new direction. With conventional turning, feeding is done toward the chuck in the z-axis. But with PrimeTurning from Sandvik Coromant Co., Fair Lawn, New Jersey, multidirectional turning is possible with one tool. PrimeTurning users even can feed a tool back and forth while it stays in the cut. The result is faster machining, especially when roughing while taking multiple passes.
Sandvik Coromant’s CoroTurn Prime inserts are key to PrimeTurning. They come in two designs: A-type for light roughing, finishing and profiling and B-type for roughing. When machining with both designs, a small lead angle relative to the feed direction is supposed to speed up the cutting process and improve surface quality.
Consider the Advantages
Sandvik Coromant reports that the combination of the PrimeTurning method and CoroTurn Prime tools can increase productivity by 50% or more compared with conventional turning. In addition, the entire cutting edge of CoroTurn Prime inserts can be used.
“They allow you to put wear all the way around the edge of the insert so you can get better tool life,” said John Winter, Eastern U.S. product manager.
Since the inserts are suitable for a number of operations, they also reduce tool changes. Another advantage is their impact on chip control.
“A lot of people will say back turning with a tool isn’t new, but you have never been able to get chip control when doing that,” Winter said. “So we have designed (insert) geometries that give us chip control in both directions.”
New chipbreaker, toolholder and coolant delivery designs also are aimed at improving chip control. Thanks to all these developments, he said, PrimeTurning users are effectively controlling chips when machining low-carbon steel, which presents a major challenge for conventional turning. He cited an application in which a customer employed PrimeTurning for better chip control when machining low-carbon steel and furthermore experienced 300% improvement in tool life and 25% reduced cycle time.
“I’ve seen 200% cycle time improvements” in other PrimeTurning applications, Winter said, “but sometimes the gains may be more on the tool life side than on the productivity side.”
On the downside, existing turning programs no longer work for shops that switch to multidirectional turning. Sandvik Coromant offers a code generator to help users create the programs needed for PrimeTurning and produces ISO code that users can cut and paste into current programs. In addition, he said, Sandvik Coromant machining specialists help new PrimeTurning users develop the best programs for their parts.
The company also provides online help for shops trying to determine whether PrimeTurning suits their applications. Well-supported parts generally are good candidates, Winter said, pointing out that the process can exert a lot of tool pressure on a part.
“So if it’s not supported well,” he said, “you can get deflection and vibration.”
Another consideration is that PrimeTurning typically benefits large-volume manufacturers more than those with small part runs. Winter stressed, however, that the process can substantially improve low-volume machining too.
“High volume is definitely the place where you can see the biggest gains,” he said. “But we’ve also had onesie twosie (applications) running Inconel and were able to make gains there. It depends
on the commitment of the customer.”

Turning on a Roll
Another recent advance that can boost turning productivity is rollFeed turning, jointly developed by cutting tool manufacturer Vandurit GmbH, Leverkusen, Germany, and machine tool builder Emag GmbH & Co. KG, Salach, Germany. (Subsidiary Emag LLC is in Farmington Hills, Michigan.) The patent pending process is available on Emag’s vertical turning machines and suitable for any horizontal turning machine, said Philipp Ruckwied, manager of cutting technology. With rollFeed turning, a specially shaped insert swivels on a b-axis while moving on the x- and z-axes.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
Continue reading
February 2020



