2 steps forward for spindles
A pair of spindle-related advancements may be good news for part manufacturers looking to go beyond what's possible in conventional machining.
A pair of spindle-related advancements may be good news for part manufacturers looking to go beyond what’s possible in conventional machining.
For end users interested in equipping themselves for Industry 4.0, PCI Scemm, St.-Étienne, France, has introduced the e-Spindle, an electro-spindle that uses sensors to monitor cutting processes and actuators to adjust parameters. PCI Scemm developed e-Spindle technology in collaboration with France’s Cetim, the Technical Centre for Mechanical Industry, and France’s Arts et Métiers ParisTech engineering and research graduate school. (PCI Scemm is a partner of Absolute Machine Tools Inc., Lorain, Ohio.)
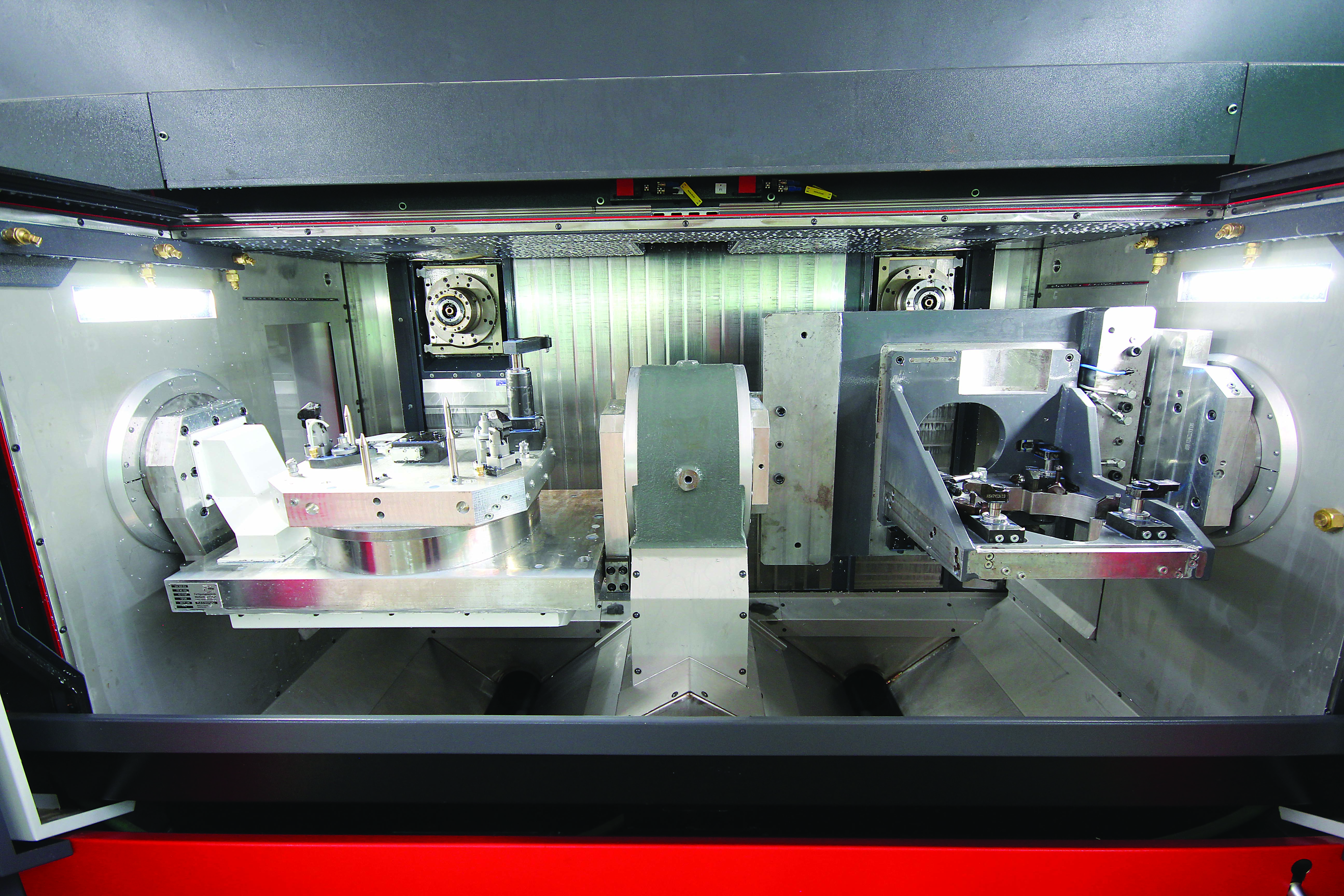
Each spindle in this dual-spindle machining center is able to move in all three directions independently of the other spindle. Image courtesy of PCI Scemm
Vibration sensors inside the e-Spindle allow spindle condition monitoring during machining. Analysis of vibration picked up by the sensors helps users identify problems, such as bearing wear and coolant inside the spindle, said Max Paulet, PCI Scemm’s business development manager for North America.
He said vibration analysis also can determine whether a machining process is reliable. Before a process begins, the acceptable vibration pattern for each cutting tool that will be applied is entered into the machine control. If the vibration pattern for one of the tools goes outside its tolerance limits during machining, the control automatically recognizes the anomaly, which sets off an alarm, notifies an operator or stops the machine.
“The aim is to give machining lines some independence so they can recognize that something is going wrong with the process and not machine bad parts,” Paulet said.
In addition to monitoring vibration and other key process variables in real time, the e-Spindle uses actuation devices to supply up to 5 kVA to tools without physical connections, such as cables, he said. During a machining process, this power can be employed to move the cutting edge of a tool.
Power from the e-Spindle also can generate vibration. This capability may be helpful for applications that involve drilling through difficult-to-cut materials. In these cases, Paulet explained, power is transmitted to the toolholder, causing the drill to vibrate, which breaks up chips and thereby speeds up the process.
“We’ve almost doubled the speed just by generating vibration to break those chips,” he said.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion