Technology tames gear trouble for machine shops
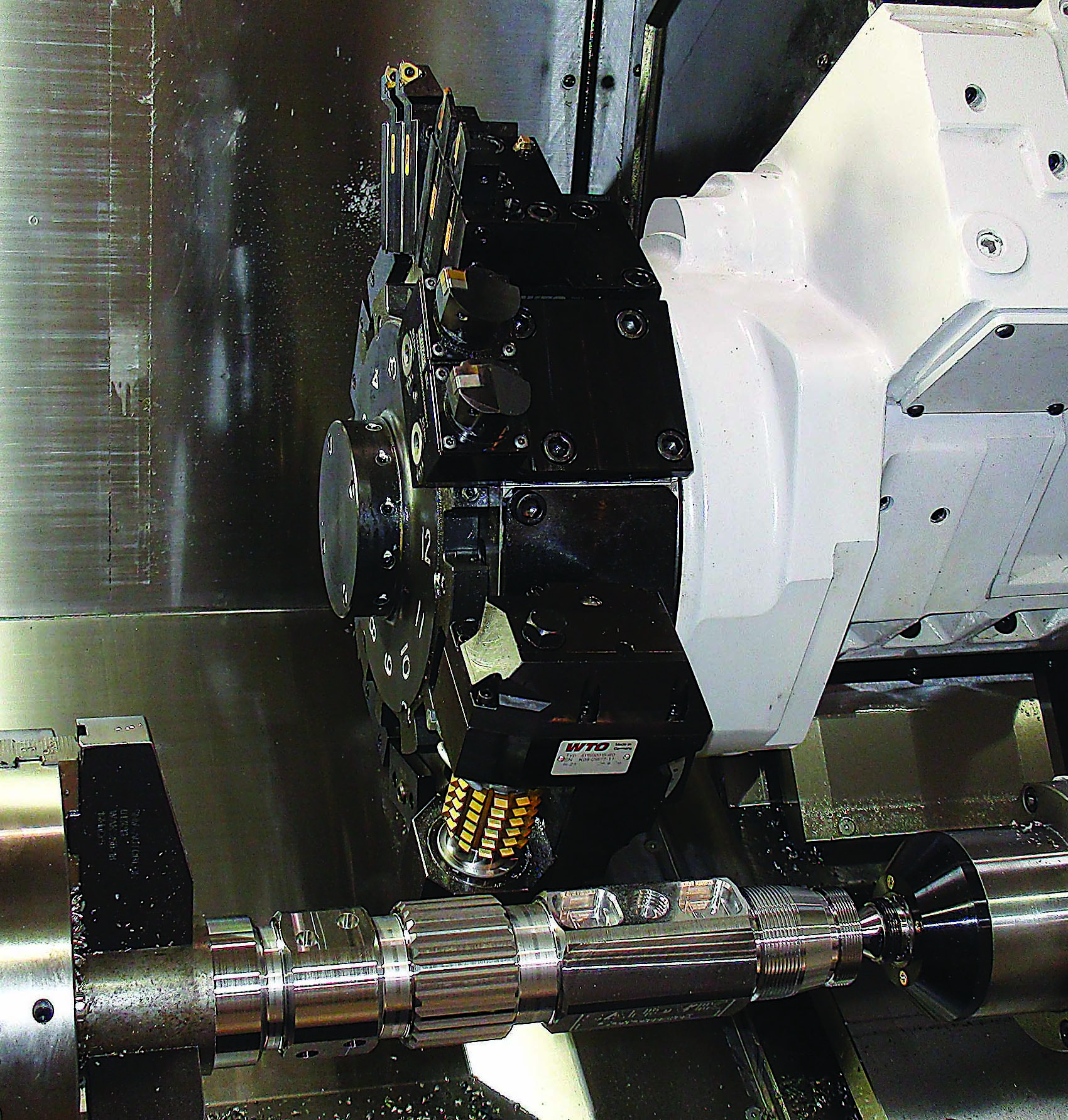
Precise synchronization between the cutter and spindle is needed for any gear-machining operation.
Precise synchronization between the cutter and spindle is needed for any gear-machining operation. Image courtesy of Mazak
Perhaps you already own a multitask machine or a mill/turn lathe. Perhaps you’ve considered investing in one. Whatever the case, here’s yet another way that these machines can add value and flexibility to any job shop or discrete manufacturing company: gear hobbing.
Hobbing, like most gear-making operations, is a complex process. It uses a rotating drum-shaped cutter that, depending on the gear type, is either held parallel to the workpiece centerline or tipped at a slight angle. As the hob rotates, the machine is fed in the longitudinal axis into the workpiece, which rotates in the same direction but at a slower rpm. It is a single-pass process and, in terms of multitaskers and mill/turn lathes, primarily for external gear production.
Multi-Options
As you might have guessed, hobbing requires specialized cutting tools called hobs. It also demands accurate synchronization between the rotating workpiece and cutter and a working knowledge of terms like root circle, pressure angle and module. This is why most shops have long subcontracted their gear-cutting needs to specialty houses, which have the equipment and tools necessary to perform such esoteric work.
Not anymore. Thanks to increasingly capable CNC machines and on-board programming software that tames even the gnarliest of gear forms, machine shops everywhere are performing their low- to medium-volume gear work in-house. One example is the Integrex AG series multitask machine from Mazak Corp. Mike Finn, senior applications development engineer, said the unit has several additional features that allow it to perform at a higher level than a standard Integrex.
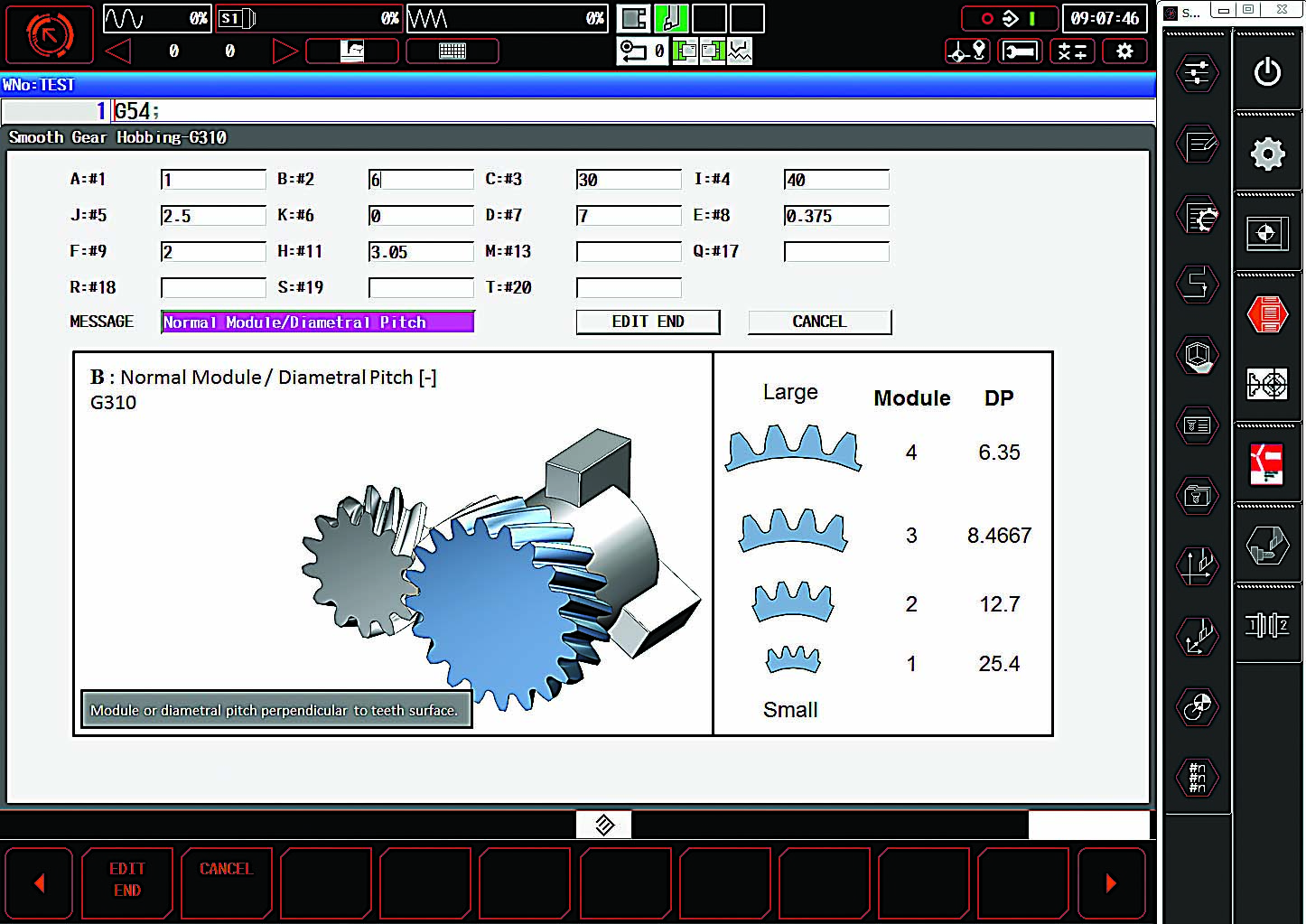
“Because synchronization is critical when hobbing, we’ve added scale feedback to the Z-axis and the milling spindle,” he said. “There’s also a software package included on the Integrex AG machines titled Smooth Gear that lets you plug in values, such as diametral pitch, helix angle, pressure angle, cutter diameter and various gear form information, and the control will make the program for you. There are three modules to serve milling, hobbing and power skiving gear-cutting strategies.”
Splines are among the many gear forms produced on multitask and mill/turn machines. Image courtesy of Okuma America
The Florence, Kentucky, machine builder isn’t alone. Hoffman Estates, Illinois-based DMG Mori USA Inc. offers similar gear-hobbing options, or Technology Cycles, on its NLX, CTX and NZX series lathes. Okuma America Corp., Charlotte, North Carolina, has gear packages for the company’s Multus multitask machines, as well as several of its mill/turn centers. Each uses the same hobs found on any comparable hobbing machine, and each is capable of producing a variety of high-quality gears and splines, although at a slightly slower rate than a dedicated hobber.
Why Go Slow?
No machinist or shop owner likes to hear the words “slower rate” used in any sentence. And because users need dedicated tools anyway, many people might suggest that it makes more sense to purchase a used, far less expensive mechanical hobbing machine and stick it in a corner for occasional gear jobs rather than waste valuable multitasking time on a suboptimal machining process.
But not so fast. Multitask machines and mill/turn lathes are known for their ability to reduce part handling and work in process while increasing part quality, and geared parts are no exception. And as far as using a decades-old hobbing machine goes, it’s difficult enough to find qualified CNC machinists.

The hobs used on CNC lathes are no different from those used on dedicated hobbing machines. Image courtesy of Star Su
“Unless you have high production, you’re probably not going to buy a gear-cutting machine, new or used, because operating one calls for a very specialized skill set,” said Kevin Kraieski, senior application engineer at Okuma America. “Hobbing and indeed any kind of gear making is just so much easier on a multitasking machine. Also, companies generally want to integrate their processes into as few operations as possible. That’s the beauty of any multitasker or mill/turn.”
Tooling Up
Easy or not, there’s still plenty to know before embarking on any gear-making project. Robert Smiley, applications engineer at DMG Mori USA’s 5-Axis Center of Excellence in Hoffman Estates, said the company’s Technology Cycles make the programming aspect of hobbing easier. But he said there’s also machine-dependent tooling to consider.
“On a turret-based lathe,” he said, “you’ll need to purchase a special hob holder from someone like WTO or MD Tooling, which mounts on the turret and supports the cutter from both ends. For a multitasking machine, you would most likely opt for a spindle-mounted hob, probably using a Capto or HSK toolholder for the greatest rigidity.”
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
Continue reading
June 2019



