Composite Connection: Drilling Performance
Abrasive waterjet cutting has grown along with the increased use of composites in airframes, and advanced techniques help make it a preferred technology.
The use of carbon-fiber composites is increasing as a structural material for commercial airframes. This material represents 90 percent by volume of the new Boeing 787 and Airbus 350XWB airframes.
The abrasive waterjet has become the tool of choice for trimming and shape cutting this material due to technical, environmental and economic advantages. AWJ cuts impart an acceptable surface finish and material-removal rates are higher than conventional routing. Significant advances have been made in AWJ hardware, software and process reliability, making it a highly productive, mainstream tool for airframe manufacturers and their subcontractors.

All images courtesy of Flow International
An abrasive waterjet cutting a composite material
The use of advanced materials such as composites has been escalating rapidly over the past 30 years, especially in the aerospace industry—coincident with the introduction of AWJ technology in the 1980s. In fact, aerospace applications have been a primary driver in the growth of waterjet technology. This article briefly discusses AWJ hardware and software and their use in trimming and drilling carbon-fiber composites.
Composite Systems
Organic, metal and ceramic matrix composites (OMCs, MMCs and CMCs) are used in jet engine and airframe components. In jet engines, for example, the engine’s cold section includes OMCs, MMCs and intermetallics. OMC components may include fan frames, fan blades, inlet and outlet guide vanes, stator vanes, cases and control housings.
Another composite, Graphite-PMR-15, is used for structural parts on such engines as the GE F110 and F404 and the Pratt & Whitney 1120 and 1130. (PMR stands for in-situ polymerization of monomer reactants.) Hot sections such as combustors, turbines and exhaust sections require the high-temperature capabilities of intermetallics, single-crystal superalloys, CMCs and carbon/carbon composites.
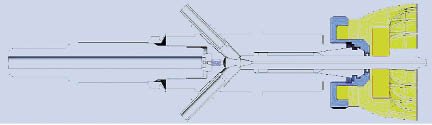
Figure 1: AWJ cutting head with vacuum assist. One port is for abrasive feed and the other for attaching a vacuum device.
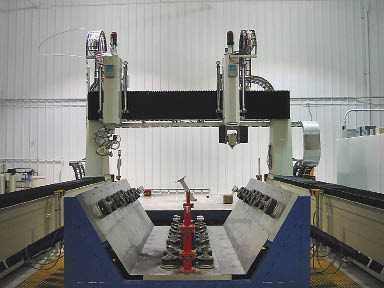
Figure 2: A hybrid waterjet system, with waterjet on the left and the router on the right.
OMCs—especially carbon fiber-based composites for aero structures—were initially used on military airframes and have since been extended to commercial aircraft. Example parts include:
• Wings: covers, spars, leading edges, flaps
• Fuselage: panels, stringers, frames, clips, doors
• Tail: VTP and HTP covers, rudder and flaps
• Other sections: keel beam, center wing box, belly fairing
Aircraft and their AWJ-machined components include:
• Boeing 787: center wing box, wing skins, spars, stringers, fixed leading edge, vertical stabilizer
• Boeing 777: horizontal stabilizer
• Boeing 747: titanium landing gear components
• Airbus 350XWB: wing spars
• Bell Helicopter V-22 Osprey: wing skins, stiff rotors
• Raytheon Premier I: fuselage
The Boeing 787 and the Airbus A350XWB will make the most revolutionary use of composites, having 50 percent composite structure by weight and 90 percent by volume. By comparison, the Boeing 777, which entered service just over 10 years ago, contains only 10 percent composite structure by weight. The U.S. Army’s new F-35 Lightning II (Joint Strike Fighter), expected to enter service in 2010, will have about 40 percent composite structure by weight, using titanium-graphite (TiGr) laminates. The F-22 Raptor, which entered service in 2003, has approximately 25 percent composite structure by weight.
Typical problems that have been encountered when machining carbon-fiber composites with conventional solid-carbide tools are matrix cracking, fiber pullout, interlaminar voids, delamination and resin melting. These problems leave frayed or otherwise damaged edges, which require costly rework and slow down production cycles. Frequent tool changes are required when applying routers or drills due to composite’s abrasive nature. Solid tools generate dust and carbon powder when machining composites. If this dust becomes airborne, it can wreak havoc on electrical systems and create an unhealthy work environment.
The growing use of composite materials in primary aircraft structures requires technology that reduces manufacturing and tooling costs and the potential for product defects. AWJ technology offers several advantages over conventional machining methods for 2-D and 3-D machining of composite structures:
• No distortion due to limited waterjet forces
• No heat-affected zones
• Reduced demand for fixturing and tooling
• No delamination
• No subsequent processes required
• No splintering or fraying edges
• Process automation and multiple operations are possible
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion