Grinding ceramic medical parts requires (diamond) grit, patience
Grinding ceramics is unlike most other grinding operations.
Grinding ceramics is unlike most other grinding operations, wherein a grinding wheel removes material by forming chips—albeit small ones. Grinding these superhard, brittle materials happens via a different mechanism.
“You crack ceramic to death at the surface, and then you clear away that cracked material,” said Jeffrey Badger, aka The Grinding Doc, who’s based in San Antonio. “That’s one unique aspect of grinding it.”
In other words, the mechanism of material removal is one of brittle fracture, not ductile flow. However, he added, the cracks must be very shallow to prevent premature part failure.
Frank Gorman concurred that ceramic components can be damaged if they are ground too aggressively. He’s the vice president and general manager of Astro Met Inc., Cincinnati, a company that focuses exclusively on parts made from the oxide family of ceramics. These include aluminum oxide (alumina), zirconia oxide (zirconia) and zirconia-toughened alumina (ZTA).

A vibratory bowl feeder transports ceramic pellets, which are used to make radiotracers used in CT scans,
to a Glebar GT-610 infeed/through-feed centerless grinder. Image courtesy of Glebar
“Ceramic is a material that allows itself to be ground only at a certain rate,” he said. “This means that you could probably grind it quicker, but if you grind it outside the normally developed parameters for a good-quality part, you’re going to potentially put cracks and chips in the material.”
Medical Apps
In addition to biocompatible materials, such as stainless steel, titanium and PEEK, parts manufacturers select ceramics to produce medical implants, as well as a host of parts for medical instrumentation and equipment that never enters or touches a body.
Ceramics Grinding Co. Inc. targets the latter, including electrical insulators, said Richard M. Lalli, the company’s president. He added that the Maynard, Mass., manufacturer grinds the gamut of ceramic materials, as well as other hard, brittle materials. “We do all of it.”
The company’s equipment list includes surface, centerless, rotary, ID and OD grinders. “We don’t have any CNC machinery,” Lalli said. “We’re like an old grind shop. We’re still using what we were using in the 1970s.”
The three-person, 3,600-sq.-ft. shop takes a slow and steady approach to producing its primarily low-volume orders. According to Lalli, the challenges of grinding ceramics are no different from other materials except maybe when it comes to speed. “It’s just time-consuming and very tedious.”
Because the grinders are manual, Lalli relies on his senses to guide him, such as listening closely to the process and touching a part to feel the level of heat while grinding it.
“Ceramic conducts heat, but it takes a lot of heat. It takes 1,700° C, and you’re not able to do that with metals,” Lalli said, adding that he has been grinding ceramics for 40 years. “I know when I start grinding how fast I should be going with the speeds.”
Besides alumina and zirconia, silicon nitride is a frequently ground ceramic for medical uses. All are attractive materials for implants because they are highly resistant to wear and corrosion and are biocompatible.
“The ceramic materials are very dense, and there is no porosity associated with them,” Gorman said. He added that Astro Met customers often select alumina and zirconia for medical implants because they are quite chemically inert. “The reactivity is minimal or nonexistent in most cases, except when exposed to very harsh chemicals, like hydrofluoric acid, and things you normally don’t run across in the medical arena.”
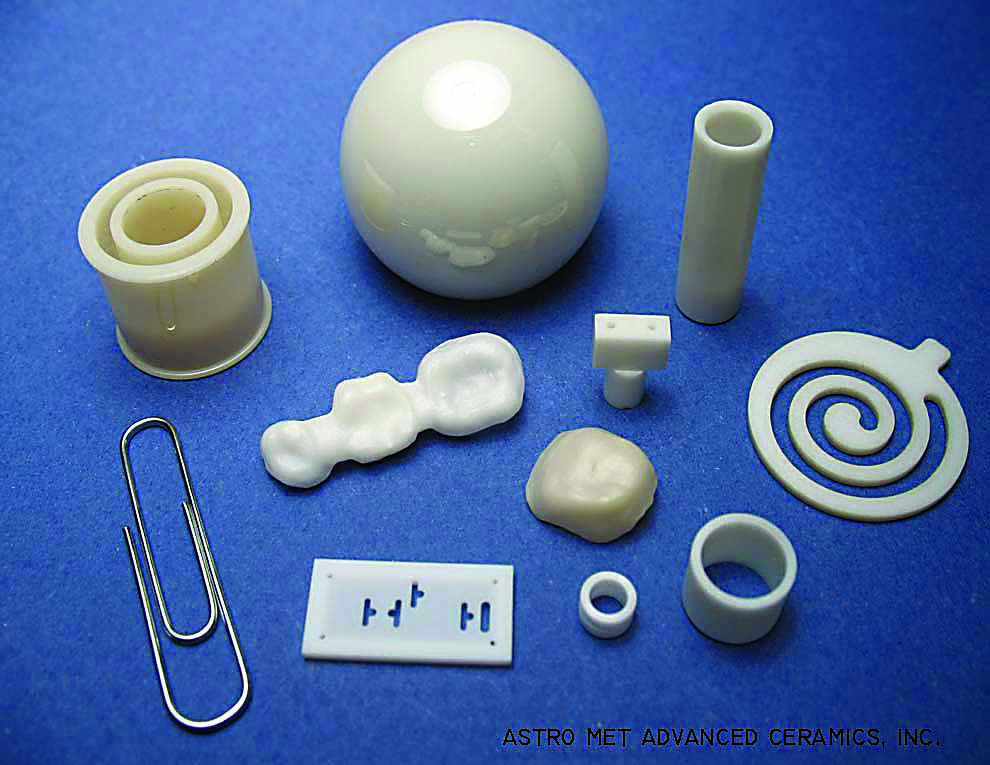
A selection of ceramic medical parts produced by Astro Met. Image courtesy of Astro Met
These types of ceramics are also selected for medical uses, such as bearings and couplings, because of their tribological properties that minimize wear and friction, Gorman said. After finish grinding, medical components are often lapped and polished to impart a surface finish finer than 1 µin. Ra.
In addition, he said the ceramics Astro Met works with for the medical industry have a high level of purity—at least 99.8 percent. One material developed specifically for the medical industry is 99.95 percent pure. “Because the medical industry, of course, wants the purest and the strongest material.”
Hard-Fired
Once a ceramic material is fired, it becomes superhard. For example, zirconia has a hardness of about 1,400 HV and alumina has a hardness of about 2,000 HV, according to Gorman.
“If you look at the more general geological scale (Moh hardness) of 1 to 10, with diamond being 10 and talc being 1, these oxide ceramics are typically up around 8 or 9,” he said. “Diamond is really the only material that will abrade them in a satisfactory manner for finish machining.”
When grinding hard ceramics, the most appropriate diamond crystals have a high level of friability, said David Spelbrink, vice president of Lieber & Solow Co., New York, a supplier of natural industrial diamond stones and a producer and micronizer of diamond powders and grits through the LANDS Superabrasives division. More friable, or “softer,” diamonds have the ability to microfracture and self-sharpen to expose new, sharp cutting edges. “We tend to say that diamond that isn’t very tough is friable.”
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion