Reducing hydroplaning forces while grinding
A shop asks CTE's Grinding Doc about taper that shows up when cylindrical-OD grinding. The shop seeks advice to mitigate the problem.
Dear Doc: I get taper when cylindrical-OD grinding. Why, and what can I do about it?
The Doc Replies: Taper is often caused by upward deflection of the spindle. I’ve seen companies “cheat” by dressing a reverse taper into the wheel to counter the taper. But a better way is to attack the problem at its source: the large normal force.
The large normal force may come from the grinding—perhaps there’s too large a removal rate or, more commonly, a dull-dressed wheel. But large hydroplaning forces from the coolant are just as common a cause. These forces don’t decrease during spark-out. A 2″-wide (50.8mm) wheel can easily have 70 lbs. (31.8kg) of upward force on the spindle just from hydroplaning. That causes deflection and taper.
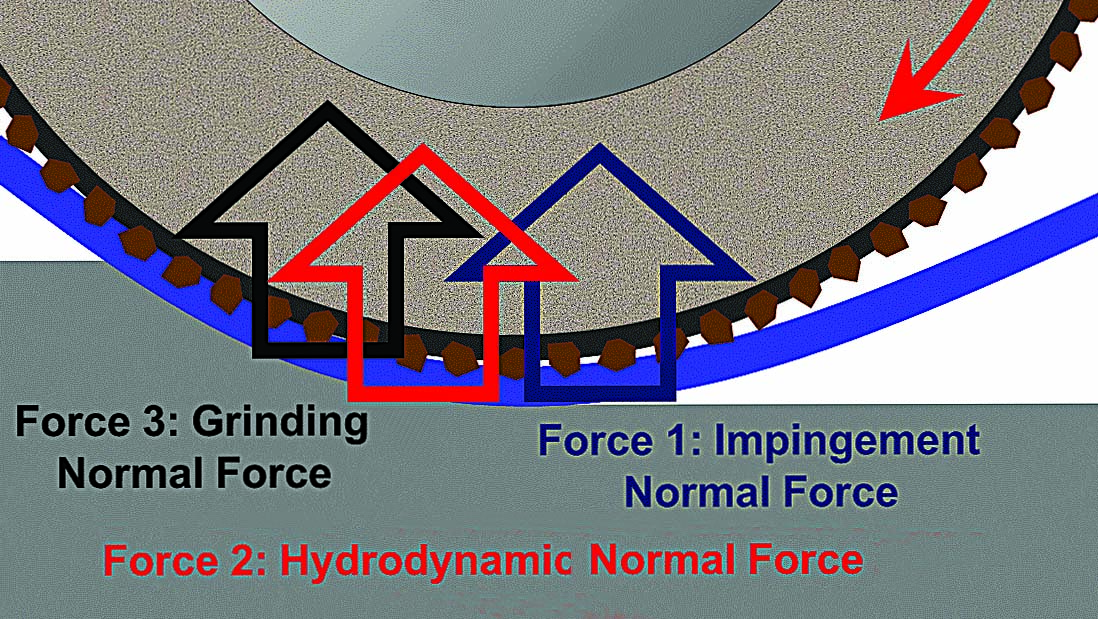
Hydroplaning forces, composed of the impingement force and the hydrodynamic force, can be much larger than the grinding force and cause large deflections. Image courtesy of J. Badger.
One solution is to ease off on the coolant during finish grinding and spark-out to reduce the hydroplaning forces. But don’t shut it off, or the hydroplaning wheel will crash into the part. Some machines have this option in the CNC; others don’t. Granted, you won’t be cooling as well, but we don’t need good cooling during spark-out.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


