Proper way to measure feature concentricity
In a recent blog post, Joshua Jablons, president of Metal Cutting Corp., Cedar Grove, N.J., discussed a topic that leaves many machinists scratching their heads: What is the proper way to measure feature concentricity on a round workpiece?
In a recent blog post, Joshua Jablons, president of Metal Cutting Corp., Cedar Grove, N.J., discussed a topic that leaves many machinists scratching their heads: What is the proper way to measure feature concentricity on a round workpiece?
This excerpt from the blog does a great job explaining two of the most common geometric dimensioning and tolerancing part callouts:
“As the name implies, GD&T circular runout is typically used to control circular features of a part, such as shoulders, tapers and fillets. Sometimes simply called ‘runout,’ it specifies how much the feature can vary in relationship to a reference point as the part is rotated around an axis—in basic terms, looking at how much ‘wobble’ there is in the feature in relation to the reference point. The circular runout tolerance zone is represented by a two-dimensional area into which all points on the feature’s surface must fall.
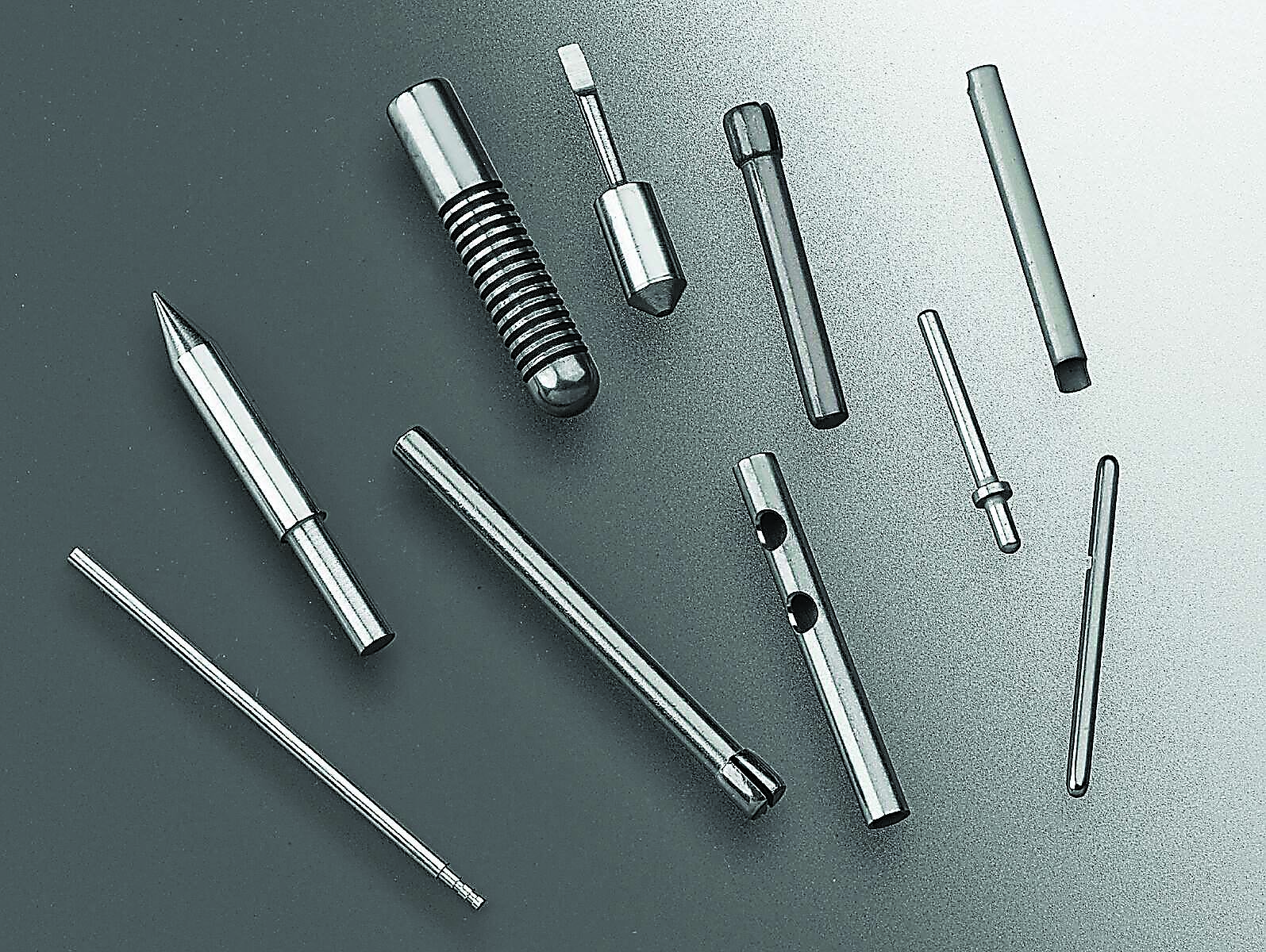
Runout and concentricity on small parts like these are often difficult to check with a CMM or Talyrond, so operators must instead rely on dial indicators and V-blocks. Image courtesy of Metal Cutting.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

MFGAxis Discussion