Turning to improvisation to meet customer needs
When turning parts, shop improvised to meet customers' needs.n
Making money at a small shop often means taking jobs that do not fit the exact capacity or capability of the available machines. Creativity and adaptation are critical to solving issues that arise when you need to do something with a machine that it was not necessarily intended to do.
At my family’s shop, creativity and improvisation were frequently required when operating CNC lathes—more so than other machines. Customers would need help with critical parts, and—feeling obliged to take paying jobs—we would accept their challenging jobs.
Turning centers come in two configurations: bar machines and chucker machines. Chucker machines are designed to have single parts loaded into a chuck, whereas bar machines are set up to make multiple parts from bar stock, eliminating the need to continuously load workpieces. Bar machines are typically outfitted with devices like bar feeders, bar pullers, parts catchers and collet chucks, which enable bar machines to efficiently make parts in a continuous manner.
Creative Cutting
Machines at our shop were purchased as chucker machines, the most common configuration. Our machines had no provisions for doing bar work. However, we often accepted jobs more suitable for bar machines, which forced us to be creative.
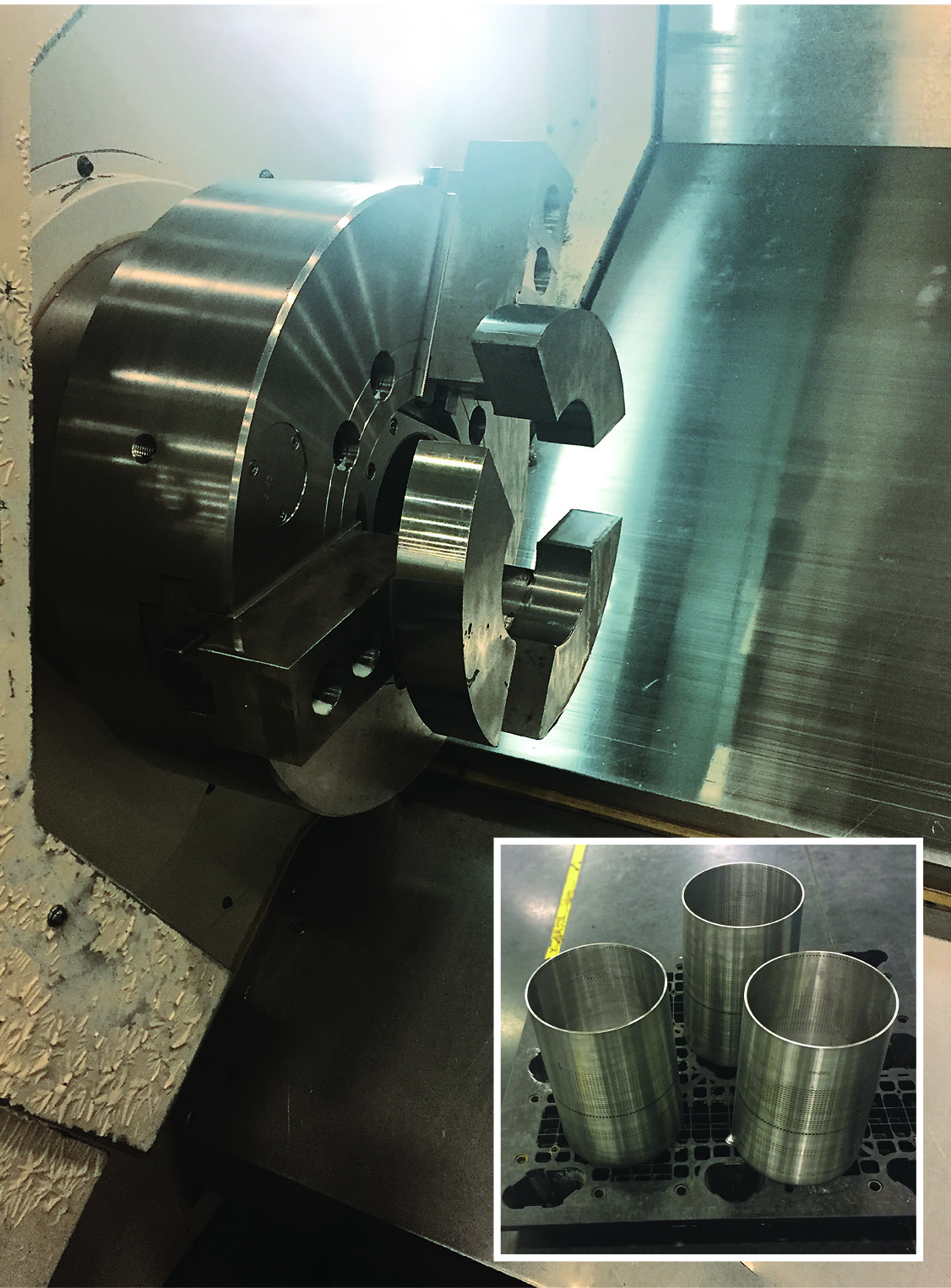
These thin shells (inset) were once trimmed by hand, which was unsafe and inaccurate. Welders and machinists at Mitsubishi Hitachi Power Systems developed a special set of jaws so the parts could be held on a lathe, eliminating hand trimming. All images: C. Tate.
Continuous operation without a machinist present is the primary benefit of running parts from bar stock. As each part’s features are machined, the part is parted, or cut off, from the bar. At that point, the bar must be advanced so the next part can be made. Some lathes are fitted with a bar feeder that, when commanded, will drive the bar forward to the correct position so the cycle can run again.
A less expensive and common substitute for a bar feeder is a bar puller. Bar pullers are mounted in a spare tool position and grip the end of the cut bar while the turret pulls the bar into position.
To continuously operate while being frugal, we made our own bar puller. It worked so well pulling became our standard method for bar work.
A bar puller can be easily made from a piece of tool steel by boring a hole the same size as the bar stock so there’s a slight interference fit. The depth should be about twice the bore diameter. Turn the OD so the wall thickness is about 0.125″ (3.175mm). Next, mill or saw axial grooves in the wall so the puller has four independent “fingers” that can flex as it pushes onto a bar. If the puller is not tight enough, simply bend in the fingers a little to increase the interference between the bar and puller ID.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

MFGAxis Discussion