Shop credits timing for successful holemaking operations
At Mitsubishi Hitachi Power Systems Americas Inc., holemaking success is about timing—finding the best sequence in which to perform manufacturing operations.
Managing cutting tools and their associated costs is a difficult matter for all machine shops. Cutting tools directly impact cash flow, inventory cost, productivity and part quality, so proper tool selection and machining-process development can profoundly affect your business.
Of the common machining operations, such as milling, turning and sawing, holemaking is the most challenging for Mitsubishi Hitachi Power Systems Americas Inc. Gas turbines, like most machines, are assembled primarily with nuts and bolts. An MHPS gas turbine has a bill of material with 5,000 items, and most of these components are bolted together.

An example of the carbide-tipped drill for making holes in combustion components. This tool is more cost-effective than a solid-carbide drill that’s the same size. All images courtesy of C. Tate.
For many shops, a successful holemaking operation depends on selecting the correct combination of tools—drills, reamers, taps, boring bars, etc.—and applying them at the proper speeds and feeds. At MHPS, holemaking success is about timing—finding the best sequence in which to perform manufacturing operations.
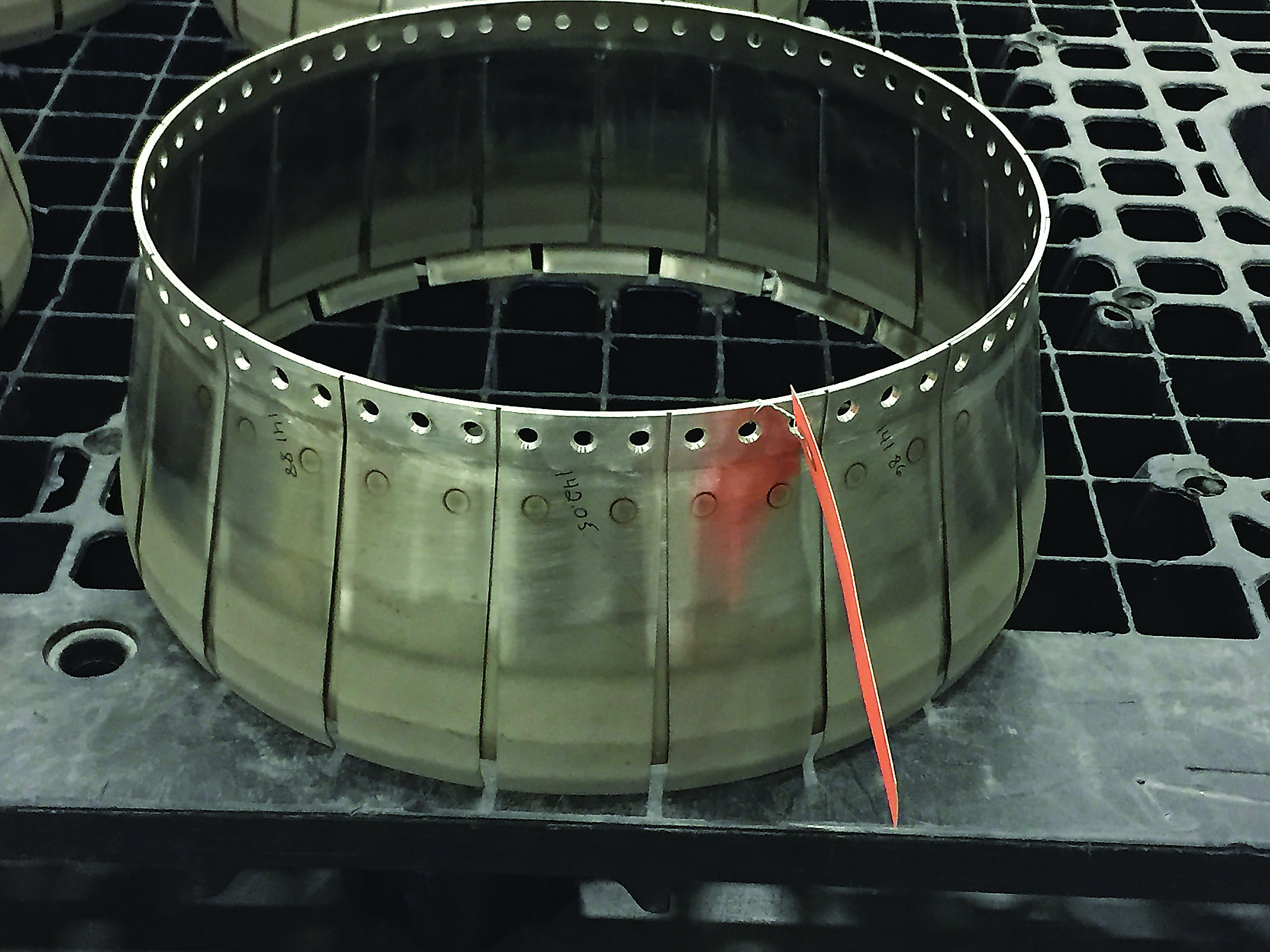
At MHPS, each combustion component must be cut from a flat sheet or plate before forming. Parts are then welded together. Combustion hardware is made from heat-resistant superalloys (HRSAs), like Inconel and Hastelloy, which make traditional cutting methods difficult.
Waterjet cutting has proven to be much more effective. We waterjet holes when the material is still flat and try to cut as many holes as possible on the flat-bed waterjet before forming the parts.
However, more than once we waterjet-machined holes in a flat blank only to see the forming process distort, tear or crack the material around the hole. All resulting defects must be repaired, or the part becomes scrap. So creating the holes at the correct time relative to other operations, like forming, is critical.
When we experience tearing or cracking of holes during the forming operations, we must change the order of operations so that holes are made after forming the part. Because we wanted to continue to utilize the waterjet process for these materials and mitigate issues when forming, we purchased a 5-axis waterjet that allows us to cut holes in parts that have been formed and welded together. The waterjet-holemaking process exerts less force on the workpiece than conventional drilling and facilitates use of workholding that is less complex and expensive than that needed for traditional machine tools.
MHPS’ 5-axis waterjet exerts little pressure on parts, which makes fixturing flimsy sheet metal parts easy.
Although waterjet cutting is the preferred method, it is not always suitable because of part size, configuration or accuracy requirements. In these cases, we are forced to use more traditional machining methods.
As a rule of thumb, we avoid waterjet cutting when the tolerances are closer than 0.250mm (0.010″). Final machining of an Inconel combustion duct is one such case. The duct must be machined after welding to ensure proper fit in the gas turbine.
We drill holes from 3mm (0.118″) to 48mm (1.889″) in diameter, and we have developed procedures for each size hole.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion