Ask the Grinding Doc: Loading the wheel
In the August 2017 issue of Cutting Tool Engineering, Ask the Grinding Doc Columnist Jeffrey Badger, Ph.D., fields questions about spotting wheel loading, white sticking for hardened steel loading, and what causes barber pole marks during cylindrical-traverse grinding.
Dear Doc: I’m using plated CBN wheels to grind hardened steel. I might have wheel loading issues. How can I tell?
The Doc Replies: Plated wheels are one of the few types where you can successfully evaluate loading with relative ease. Using a hand-held magnifying glass and a bright light, just look at the wheel surface. If you have loading, you should see it.
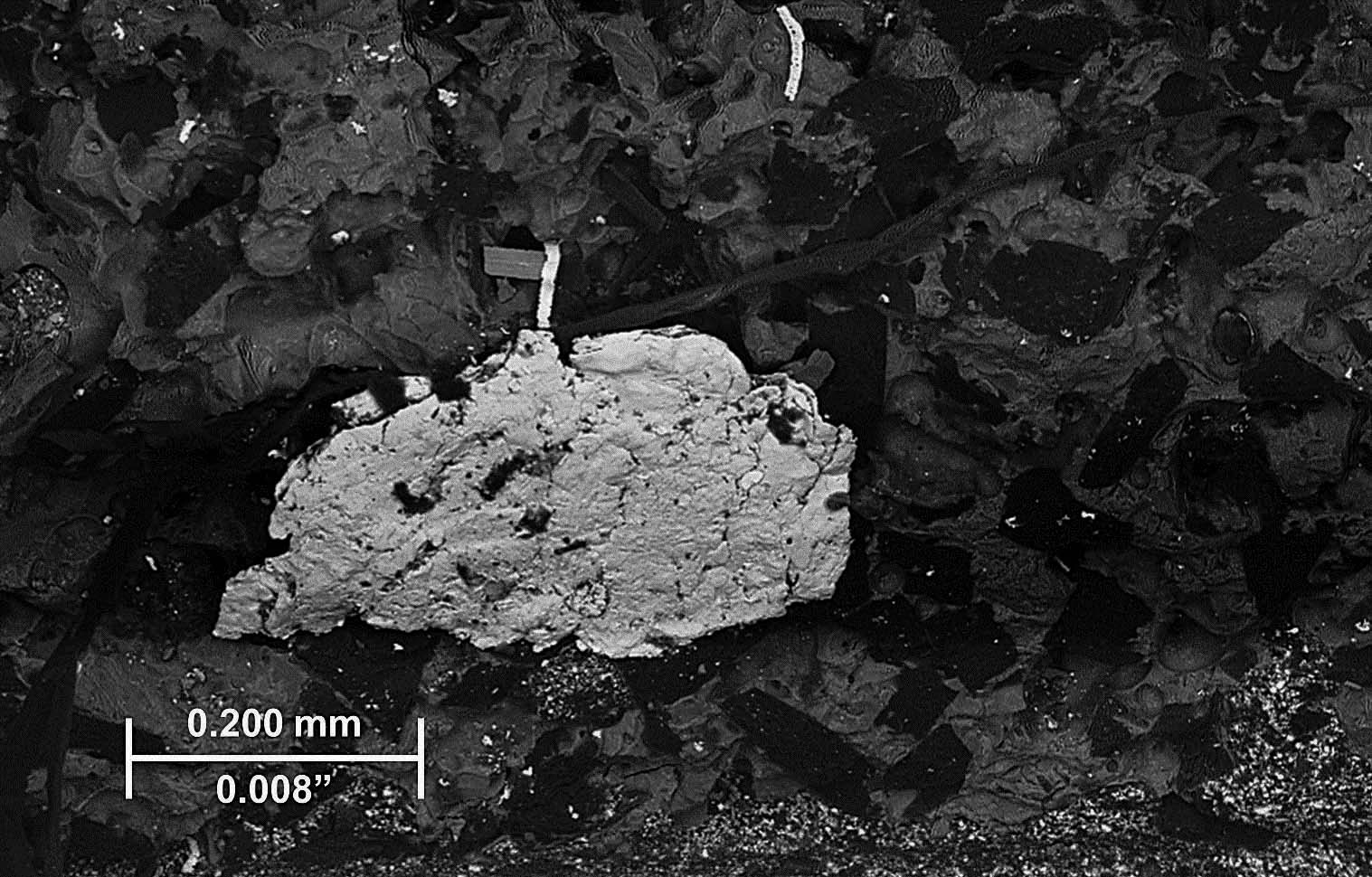
This blob formed in a CBN wheel after grinding HSS. Blob loading can typically be seen with a magnifying glass, especially in plated wheels. Image courtesy of J. Badger.
For plated CBN wheels, I divide loading into three types: in-pore, blob and smeared-on-dull-grit loading. With in-pore loading, you’ll see swarf within the pores. Swarf isn’t ideal, but it typically won’t negatively impact grinding too badly. With blob loading, successive chips compact together to form a blob, as shown in the photo. This blob will hurt you. As for smeared-on-dull-grit loading, a layer of workpiece material smears over the tip of the dull grit. This type of loading will also hurt you. It also can be trickier to see, because it might be dull grit with smeared loading or it just might be dull grit.
And on a related topic …
Dear Doc: I have hardened steel loading on a plated CBN wheel. The operator likes to “white stick” the wheel to remove it. Is this a good idea?
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion