Success detected for noncontact inspection
The most-recent trends in inspection technology include using powerful 3D software to compare the part to its CAD rendering, inspecting the part in-process—without having to take it out of the production line or cell—and, as much as possible, automating the inspection process.
 The most-recent trends in inspection technology include using powerful 3D software to compare the part to its CAD rendering, inspecting the part in-process—without having to take it out of the production line or cell—and, as much as possible, automating the inspection process. The actual method of inspection itself is central to both the software and the hardware.
The most-recent trends in inspection technology include using powerful 3D software to compare the part to its CAD rendering, inspecting the part in-process—without having to take it out of the production line or cell—and, as much as possible, automating the inspection process. The actual method of inspection itself is central to both the software and the hardware.
Common inspection methods include touch probe, laser scanning and white-light scanning—or some combination of these. Which method to use depends on the shape, size, complexity and tolerance requirements of the part, as well as factors such as throughput needs.
The touch probe is a measurement tool in a traditional coordinate measuring machine. It locates and maps the dimensions of a part by touching it; the location in 3D space of each place it touches is recorded and checked to see if the dimensions are what they were designed to be.
Scanning doesn’t require the part to be mechanically touched to measure its dimensions. Laser scanners may be mounted on a tripod or, more commonly, on an articulated arm. The scanner shines a laser beam that is optically spread into a line and swept across a part while a sensor uses the laser beam to measure the distances between the scanner and where the beam hits the part, creating a cloud of data points.
White-light scanners are also usually tripod- or arm-mounted. These systems project a grid pattern onto the part for its sensors to record as the equivalent of still photos. By varying the pattern over multiple shots, the sensors are able to calculate the 3D coordinates of the part as data points.
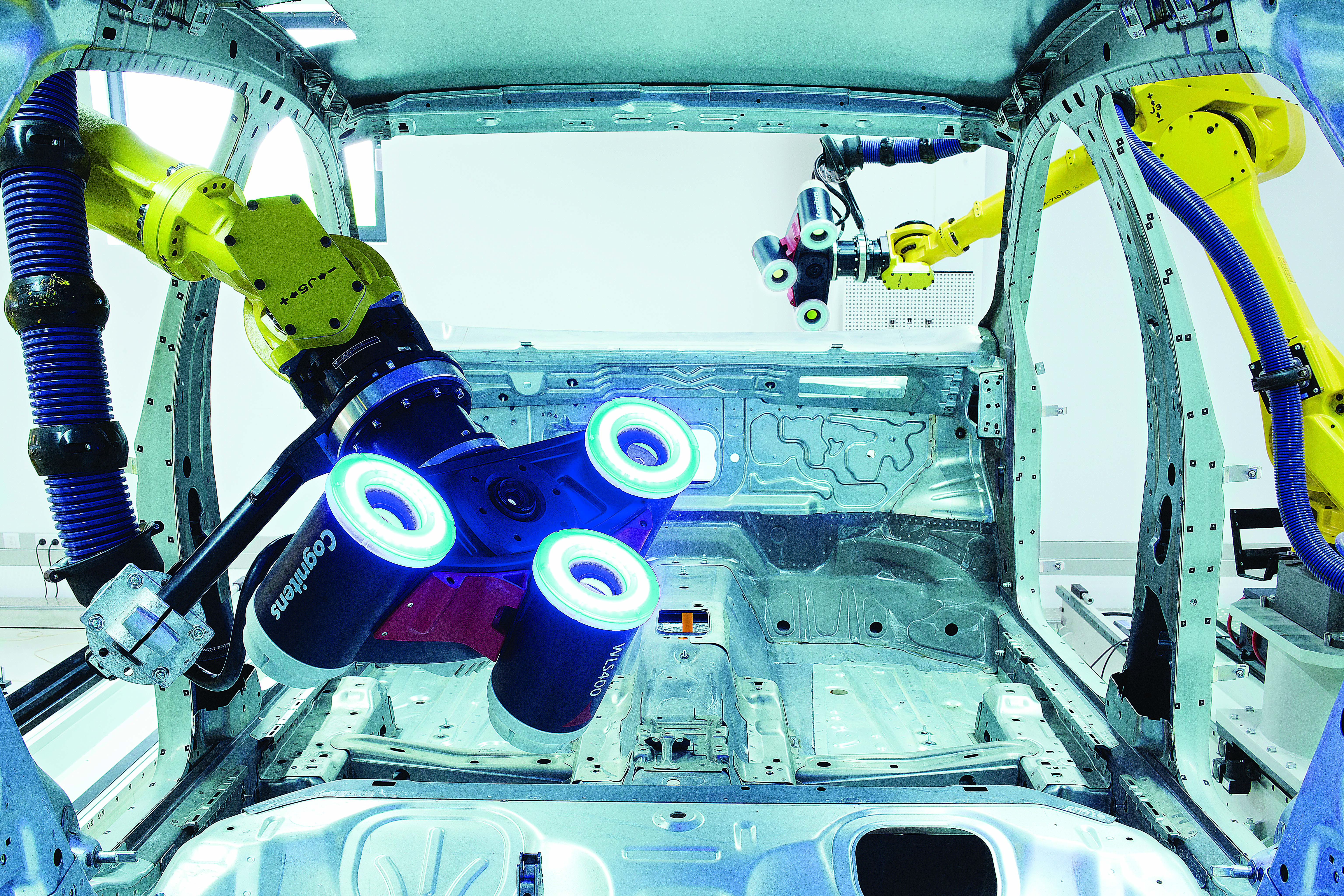
Hexagon’s Cognitens WLS400A white-light scanning system is available from Exact Metrology. Image courtesy of Exact Metrology.
A Light Touch
The electronic touch trigger probe was developed in the early 1970s and is still hard to beat for accuracy. Renishaw Inc., West Dundee, Ill., which was co-founded by the touch probe’s inventor, offers probes that are repeatable to 0.25µm.
Where optical scanning has tactile probes beat is in speed. It’s the difference between physically moving a pencil point vs. a spotlight beam around a tabletop. The latest generation of white-light scanners can obtain data that contains more than 8 million points in an area as small as 30mm2 in only a few seconds.
“If you are inspecting a part that has a lot of intricate shapes or intricate surfaces, you may prefer a laser scanner or white-light scanner in order to pick up those features. It would take too long with a touch probe,” said Ron Hicks, vice president of services at Automated Precision Inc. (API), Newport News, Va. “The customer may have a requirement that you measure something to, say, a thousandth of an inch, and you can’t quite do that with your laser scanner. But you might be able to do it with a tactile probing device mounted on an articulated arm.”
Red or White?
Scanners, whether laser-based (usually red) or white-light-projection-based, capture more data in an instant than the single point of a touch probe. Both the laser scanner and the white-light scanner are used at close range to quickly record data to a submillimeter level of accuracy. One difference between the two scanning methods is that a laser system picks up the data in a single sweep of its red beam. A white-light system, by design, depends on multiple shots of the same area to make calculations.

API’s RapidScan 3D scanning system uses infrared instead of white light. Image courtesy of API.
Hicks compared using a white-light scanner to taking photos of a part. “You may need to take multiple ‘shots,’ scanning at different angles, in order to capture all the information you need.” But because the user captures a lot of data that may not be needed, he added, it may slow the process.
In contrast, for many inspection tasks “you can swipe the part a couple of times with a laser scanner and pick up everything you need—without a lot of excess data to contend with,” Hicks said. “You have more discretion as to what you would really like to measure.”
Over time, Hicks has found that a laser scanner is the right tool for inspecting many parts. Inspection is different than prototyping or reverse engineering. “You’re really just trying to understand if it’s built correctly. You don’t need all that extra data,” he said.
Another advantage of a laser scanner, according to Dean Solberg, co-president of Exact Metrology, Brookfield, Wis., is that, typically, it can scan deeper into pockets than white-light scanners can. “If I have a 2″-dia. hole that’s 2″ deep, I can get all the way to the bottom of that hole with a laser scanner, as well as scan the walls and so forth. The scanning time will be faster using a laser than with structured light.” (Solberg prefers the term “structured-light scanning” over “white-light scanning,” because many newer white-light systems actually use blue or another color of light to minimize the interference that ambient light can cause.)
“Scanning the bottom of that 2″ hole with a structured-light scanner is going to take a whole lot of gyrations, and you may not be able to reach the bottom,” Solberg said. The reason is both cameras of the typical structured-light system have to be able to see the bottom of the hole to gather reliable data.
“Most likely you aren’t going to be able to do that with standard structured-light systems,” he said.
Combining Touch and Scan
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


