Routing new composite materials requires new solutions
As new composite materials are developed, parts manufacturers face new challenges when routing them. Fortunately, cutting tool manufacturers continually develop new solutions so parts manufacturers are not forced to cut tomorrow's composites with outdated routers.
Three main challenges exist when routing and trimming composite materials, said Mike MacArthur, vice president of engineering for RobbJack Corp.: preventing uncut fibers, delamination of the composite layers and fiber pullout.
To machine composites, the Lincoln, Calif., toolmaker offers both diamond-coated carbide routers, in which diamond is grown on the cutting edges, and PCD routers. PCD blanks are either brazed onto cutter bodies or PCD slugs 3mm to 4mm thick (0.118″ to 0.157″) are cut to shape via electrical discharge grinding, MacArthur said. He noted about 60 percent of RobbJack’s tools for composite applications are specials. “You can make them in all different kinds of configurations because of the advancement in solid diamond-tipped tools.”
AMAMCO Tool’s Fix Cut diamond-coated carbide compression router cuts a composite workpiece. Image courtesy of AMAMCO Tool.
Unless carbide routing tools are coated with actual diamond, he added, it’s difficult to justify the expense to deposit a coating that doesn’t last. “Even the amorphous diamond or diamond-like-carbon coatings wear off pretty quickly in carbon fiber and most composite materials,” MacArthur said. End users, though, sometimes apply uncoated carbide tools for roughing when there’s a lack of rigidity that can cause a PCD or diamond-coated tool to chip, or they only have to cut a small quantity of parts.
Numerous types of composites are available in which two or more materials—often with significantly different physical properties—are combined, including fiberglass, aramid, Kevlar and glass-reinforced plastic. But one type tends to stand out. “We are seeing an increase in all types of composite materials, however, the vast majority are carbon fiber,” MacArthur said in reference to carbon fiber-reinforced polymers (CFRPs).

Examples of brazed “B-Bond” diamond routers for highly abrasive materials from Starlite Industries. Image courtesy of Starlite Industries.
A vast number of industries have applications for composites, including energy, automotive and sporting goods. Once again, one sector dominates, according to MacArthur. “We are seeing huge increases across the board, but the biggest volume tends to be in aerospace.”
Brazed vs. Plated
Starlite Industries Inc. also offers routers for composites, including diamond-plated “Magnicon Bond” and diamond-brazed “B-Bond” routers. Compared to the plated tool, the brazed tool provides more space between the diamond particles, which allows room for the low-melt resins often found in composites to dissipate, explained Jay Rosenbluth, the company’s manufacturing manager. “Generally speaking, diamond tools prefer harder materials rather than softer or low-melt materials.”
He added that the brazed router is also effective for cutting hard materials, such as ceramics and the fiber reinforcement in carbon-fiber composites, which is primarily polyester.
A brazed bond employs a high-temperature nickel alloy that fuses with the diamond to create a molecular bond, whereas a plated bond is a mechanical encapsulation of the diamond, Rosenbluth said. “When the heat builds up, the thermal coefficient of expansion is overcome by that molecular bond with the diamond.”
Starlite also makes CVD-diamond-coated carbide routers. “A solid-carbide router is a geometrically well-designed tool for cutting composites. At the same time, the diamond vapor deposition gives it an added life that you’re not necessarily going to get from the carbide itself,” Rosenbluth said, adding that about a third of the company’s routers are specials.
A carbide router with a chisel-flute design promotes fuzz-free machining of nonmetallic fiberglass-reinforced plastics, according to the company. Special designs can be created for routing Kevlar. “One thing about carbide is you can develop a very sharp lip, which is fundamental to the cutting process of a fluted tool,” Rosenbluth said. “That is what creates such a clean cut.”
He added that a chisel-flute router can have nine or more flutes in the direction of the cut, along with a similar number of chipbreakers in the opposite direction.
Geometries at Work
PCD is an effective tool material for cutting abrasive materials like composites. However, Andrew Gilpin, R&D/marketing manager for AMAMCO Tool, Duncan, S.C., recommends diamond-coated carbide tools for routing and trimming composites because toolmakers are limited in their ability to produce advanced geometries in PCD. He said the coating thickness ranges from 9µm to 12µm, which extends tool life without creating too much edge rounding and the threat of part delamination.

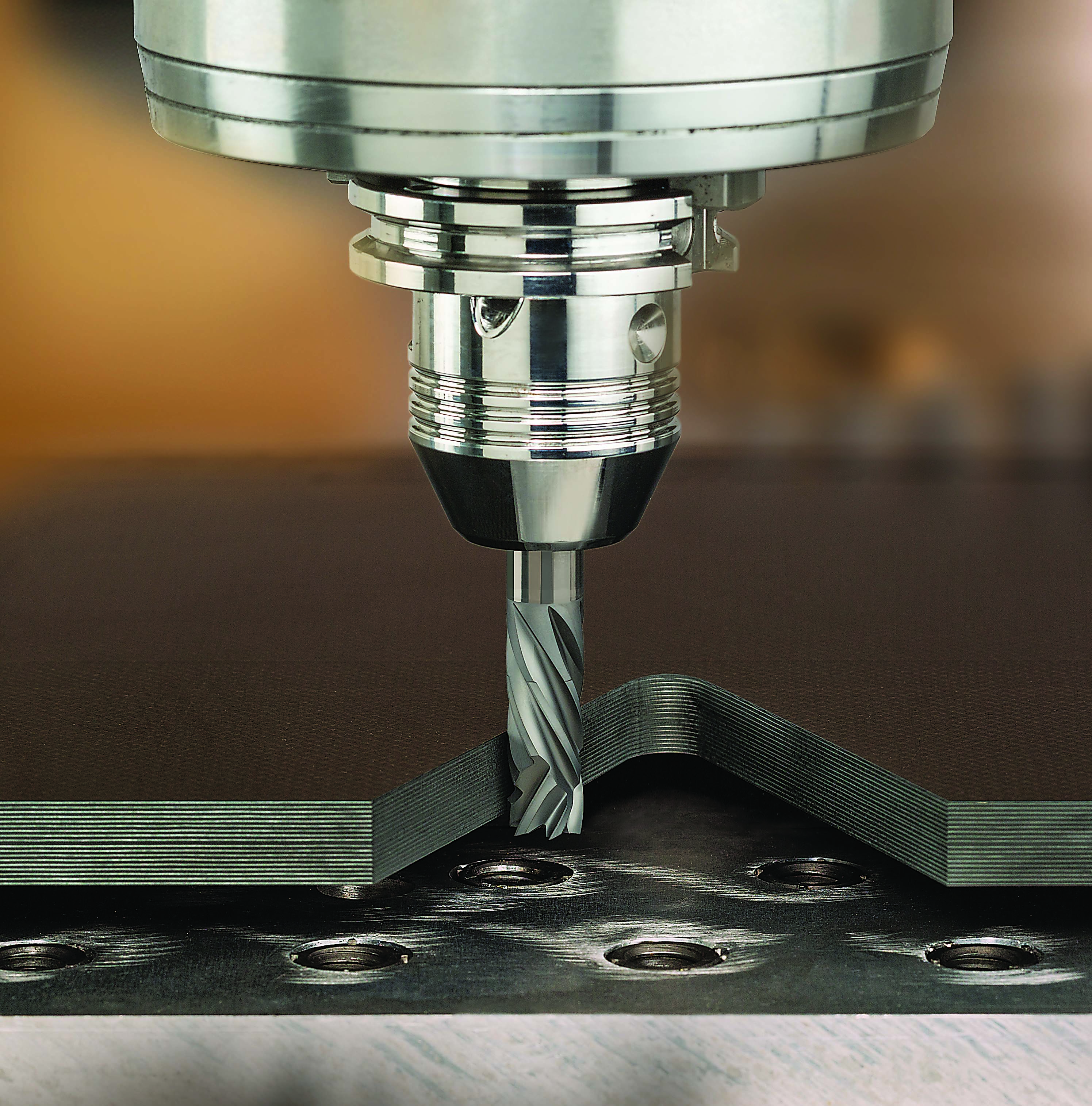
Diamond-coated routers from RobbJack are suitable for routing low-plastic CFRPs, trimming, pocketing and hole interpolation. Images courtesy of RobbJack.
“If an end user really wants to maximize his process, we can work with our diamond coating vendors and start adding thickness to extend tool life, which helps reduce tool cost,” Gilpin said. He cautioned, though, that “you can push it to a certain point and then you damage the part.”
Conversely, uncoated carbide routers also have their place. If a parts manufacturer is going to produce only one or two parts on a one-time basis, applying uncoated cutters will cost considerably less, Gilpin said. “You are not going to use them again, and they’re not going to last very long, but you don’t need them to.”
Coated or not, the toolmaker offers an array of routers for composites, including compression, slow-spiral, diamond-cut and special-purpose ones. Selecting the one with the correct geometric configuration for a specific type of composite material, even a specific CFRP, involves a number of factors. These include material thickness, the layup of the carbon-fiber plies and the required routing speed, as well as trade-offs, according to Gilpin.
For example, a router with more flutes extends wear life, but more flutes means shallower flute gullets than one with fewer flutes, he said. Flutes that are too shallow can cause dusty chips to pack in the flutes. If the heat can’t be adequately dissipated, then the carbon fiber begins to melt onto the back of the flutes—a recipe for delamination.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



