Overview of parts deburring: Drilling Performance
All shops are concerned with burrs, a natural side effect of cutting.
All shops are concerned with burrs, a natural side effect of cutting. They are all looking for a single solution to prevent or remove burrs. Unfortunately, there is no panacea.

A Yaskawa Motoman PerfectEdge robot deburrs gears up to 20″ in diameter and 10″ tall. Image courtesy of Yaskawa Motoman.
However, major improvements can be made. The basic requirements are simple:
- Keep burrs small.
- Put burrs where they can be removed readily.
- Understand the real economics of burrs and your operation.
The table shown here summarizes key attributes that shops should consider when searching for the right deburring process. The table lists 18 processes, although a total of 124 processes exist. Most are variations of the processes shown. When it comes to especially challenging applications, such as deburring microscale parts and features, not all of these processes are effective, but guidance is available for those applications.
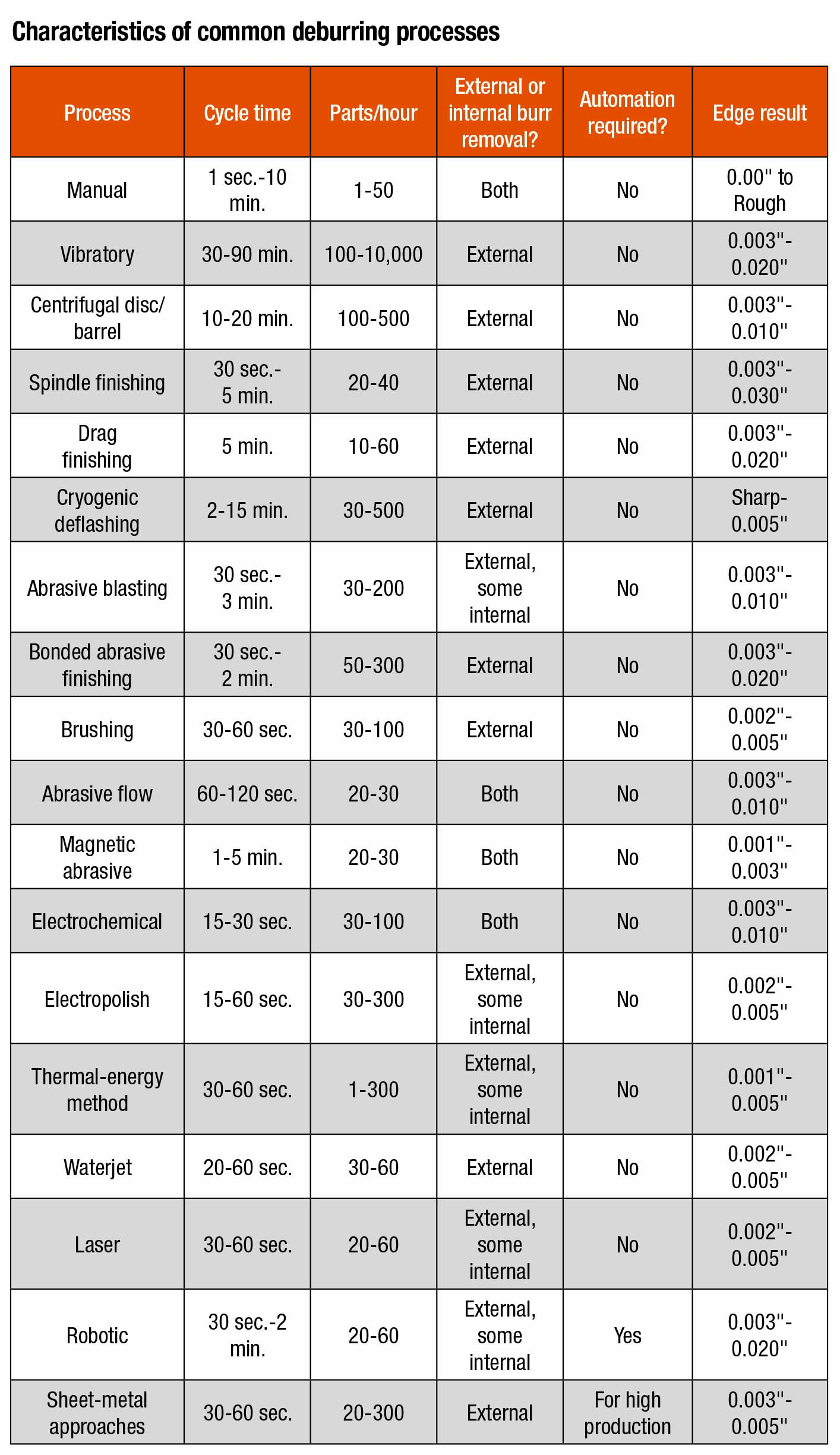
The cycle times shown generally do not include the time needed for cleaning parts after deburring or for performing other needed operations.
Deciding which process to use depends upon burr size, edge requirements, production rate and part volume, flexibility needed to deburr other parts the manufacturer produces, various part-quality requirements and economic considerations.
So, for example, the flexibility required for a job shop is entirely different from that needed for mass production of a single part, even though the processes used may be the same.
Shops should have several different deburring processes available to meet their needs, whether for a single part or a wide variety of parts. Most job shops use a mixture of manual deburring, vibratory finishing, abrasive blasting and abrasive-paper products. Highly automated shops employ robots that use the same abrasive or cutting tools as human
operators.
All deburring processes are amenable to automation at several levels, but the vast majority do not require automation, especially when deburring the low volumes of parts typically run at job shops.

A micro-abrasive blaster is used to manually deburr a copper part with numerous internal cross-drilled bores that must be completely deburred to prevent modification of airflow dynamics. Image courtesy of Comco Inc.
Vibratory finishing is readily automated by taking parts from continuous conveyors, deburring them and depositing the clean parts into a packaging, or other, line. Manual deburring can incorporate automated placement of parts. Flat sanding can be done three ways: manually, as a manual-assisted operation or a fully automated operation; all three operations deburr both sides of parts.
Cycle time depends upon the amount of edge to be deburred, burr thickness, edge tolerances, and media or tools applied. The number of parts deburred per hour depends upon the number of stations the deburring machine connects to, as well as the handling time and the cycle time.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
