Small shops warm up to work cells
As automation becomes more flexible and less expensive, work cells are propagating at smaller shops.
At IMTS 2004, the president of a suburban Minneapolis job shop was captivated by the sight of shiny, compact industrial robots as they repeated their movements with ballet-like precision.
“I remember going to IMTS and watching the robots—as everyone likes to do—and thinking, ‘These are neat—where could I use them?'” recalled Mike Van Essen, president of Unity Precision Manufacturing, Dayton, Minn.
Unity, a manufacturer with 43 employees, runs CNC mills, lathes, wire EDMs and Swiss-style turning machines. Van Essen said 80 to 90 percent of its business is medical instruments and implants. Because the company does many short-run jobs, some of its fellow suppliers were surprised by its early embrace of automated work cells.
“Most everybody agrees work cells are a no-brainer if it’s for a high-volume operation that’s going to go on forever with little or no variation,” he said. “It’s adapting automation to lower-volume work that makes some companies dubious.”
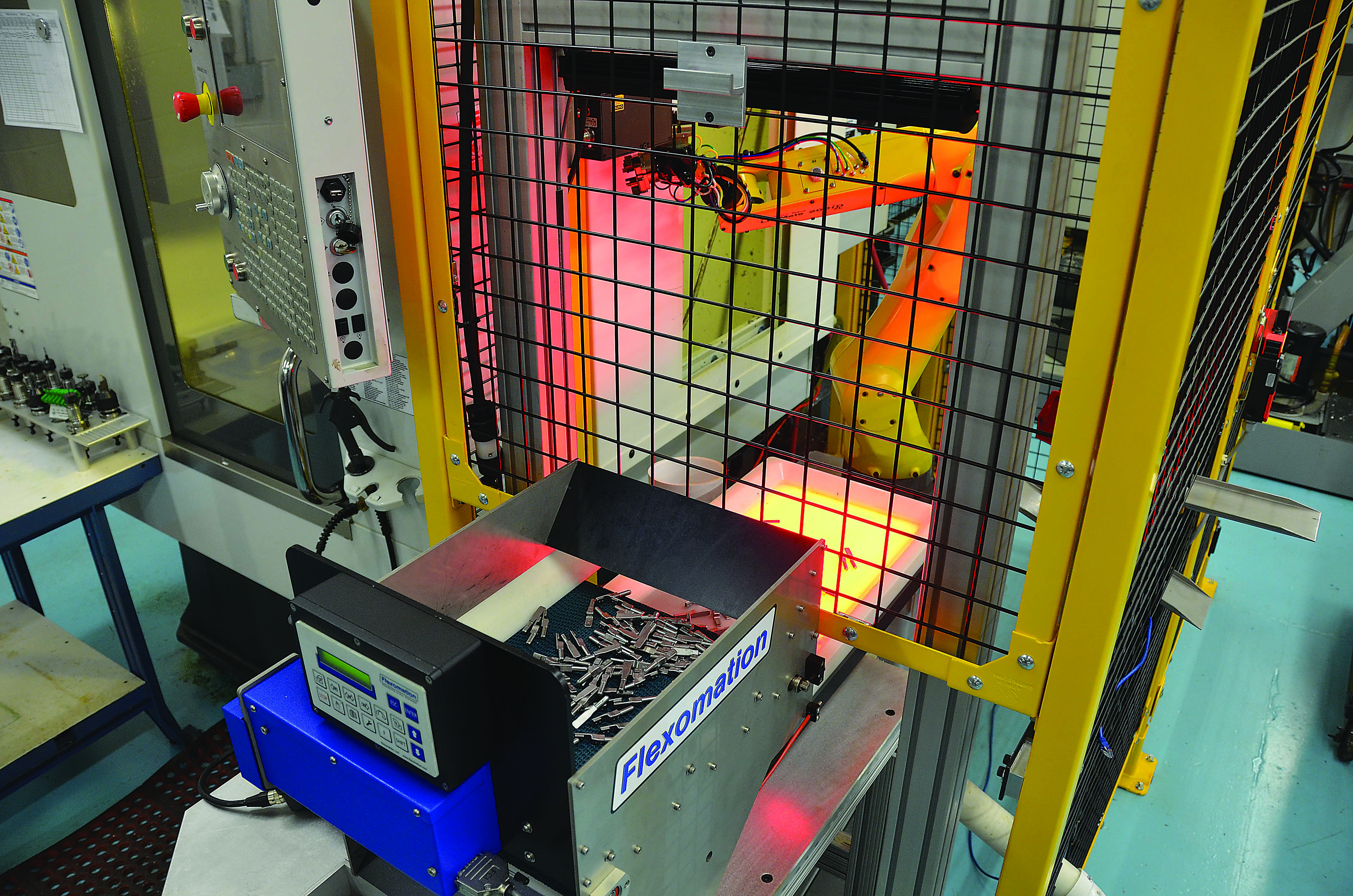
A shaker table shakes small workpieces in front of a vision system at Unity Precision Manufacturing. Once the camera sees that a part is oriented correctly, the robot picks it up and places it into a CNC mill. Image courtesy of Unity Precision Manufacturing.
Those robots at IMTS became the company’s first foray into automated work cells. “We started with robot-loaded wire EDMs around 2005,” Van Essen said. “I thought about where we had employees performing repetitive tasks. An engineer and I figured out how we could make it work with the EDM, so that’s how we started. But part of why it happened was that I really wanted to make it work.”
Where it Begins
Van Essen saw the technology and tried to find a way to apply it profitably. More common is a company taking on new work and needing a way to quickly complete it, according to Don Engles, the national sales manager for automation at Productivity Inc., Plymouth, Minn., a FANUC integrator that has helped Unity set up work cells.
“Customers usually want to talk to someone like me because they have a specific job they’re bidding or they’ve won, and they need to start manufacturing. Everything we plan to set up needs to be tailored to that,” he said. “But I ask them to also think about what happens after this new job goes away.”
The best cell design is one that won’t need identical work to stay useful. “Maybe the next job will have the same sequence of operations—for example, grinding or turning, then drilling, then keyways—but needn’t be locked into the same specs” as the previous job. It’s all about flexibility, he said.

A robot and conveyor system at Unity Precision Manufacturing.
Engles said many first-time customers move into automation in steps. He gave the example of a customer who wanted to automate deburring. The customer was comfortable with automating the first 80 percent of the process and having skilled workers do the rest. “That solution was better for them than trying to go from zero to 100 percent in a single go,” Engles observed. “Better to improve what they’ve got rather than go for the ideal. That keeps the cells simpler and easier to understand, particularly for people for whom this is all new.”
Dave Walton heads up proposals at Makino Inc., Mason, Ohio, including conceptualization, design and proposal of automation equipment. He said the company’s first-time customers often seek a quick solution for a looming job. “We talk with them about their driving factors, get a good understanding of what they need and then start looking at automation platforms with them,” he said. “A lot of times these customers don’t understand the long-term benefits they can get from the right automation—they’re focused on the immediate task at hand. We can show that a well-designed cell can move them from, say, 60 percent spindle uptime to 95 percent.”
Customers need to get through the adjustments that come with the first move from manual to automated operations, Walton noted. Once they do, they tend to find more and more places where automated work cells make sense.
The Automation Mind-Set
“Running an operation manually and running it with automation takes two different mind-sets,” Walton said. “Once customers understand that there are practices they need to change to get the most out of automation, they really start to see the benefits. They’ll want to do more of it.”
In a manual operation, for example, the operator wants to load as many parts as possible on a fixture to keep the CNC machine working as long as possible without stopping. In that way, the operator can walk away from the machine and do other tasks, Walton said.
But with robotic automation, loading up the fixture may not be the best practice, he continued. The robot is always available. Depending on the type of workpiece material, end users can begin to lose the cost benefit of maximizing the number of parts per fixture once they get past the threshold of a certain number of parts. “After a certain point, it doesn’t pay to put more parts up at a time. You can reduce your fixturing costs, since you don’t need to fixture so many at a time,” Walton said. “If the fixture goes down for some reason, there are less parts on it to fail. These are trade-offs to be aware of.”

A robotic pick-and-place operation. Image courtesy of Productivity.
Even experienced work cell users continue to find ways to better implement automation—aided by improving technology. At Unity, the most recent improvement was to a simple milling operation. A robot picks up each workpiece and loads it into the machine, saving a worker from having to do so. Unfortunately, Van Essen said, as the cell was originally constituted, human labor was still required to place each workpiece in a tray that was then conveyed to the robot and CNC machine. The tray ensured that each workpiece was oriented correctly so the robot could pick it up and place it in the machine.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.