Liquid tools
Metalworking fluids can play a signifi cant role in boosting machining productivity when engineered to provide cooling and lubrication.
Metalcutting fluids can play a significant role in boosting machining productivity when engineered to provide cooling and lubrication.
For those who have never experienced the exhilaration of “red hot” chips launching down their shirt or into their shoes, a true appreciation of metalcutting operations is possibly lacking. Fortunately, modern metalcutting machine tools have enclosures that safely shield operators from these enlightening experiences and their thermodynamic reality.
Within the machine enclosure, the role of metal-removal fluids (MRFs) is to control this hostile environment to effectively manufacture high-quality parts. It’s also fortunate that coolant manufacturers have made significant improvements to the cooling and lubrication properties of metalcutting fluids by using new additives.
Metalcutting fluids can boost productivity, similar to any other tool in the toolcrib. These fluids can target and solve specific machining problems. Just as there are faster machines, more rigid toolholders and longer lasting coated cutting tools, fluid developers have made similar advances. Improvements in lubrication technology include the addition of friction-reduction, antiwear, antiweld and extreme-pressure components.
When a machining center applies any cutting tool to a workpiece, the metalcutting fluid must have the necessary lubricity in the cutting zone to minimize tool wear and enhance the metal-removal process.
The most significant proof of performance comes from evaluating actual applications. This involves measuring process performance parameters, such as metal-removal rates, tool wear, cutting forces and tool life.
Cooling and Lubricating
Most metalcutting processes are extremely aggressive. The mechanical energy applied to deform metal is instantaneously converted to heat. At the cutting edge when machining steel, for example, heat generated in the cutting zone can reach temperatures of 700° C (1,300° F) and greater. A noncombustible water-based fluid is the most efficient coolant in this application.
The rule of thumb is 80 percent of the heat leaves with the chip. The remaining 20 percent enters the tool and workpiece, which can cause dimensional control problems with the part and shorten tool life. Coolant removes this heat from the tool/workpiece interface.
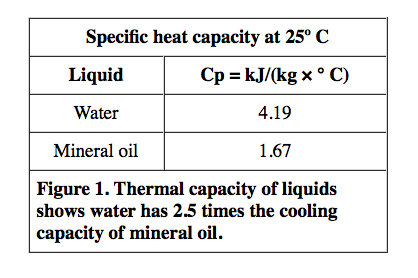
Lubricating the tool-to-metal cutting process is essential to reduce the cutting forces and prolong tool life. Lubricating oils were first used to provide a combination of lubricating and cooling properties. These “straight” oil products were not efficient heat transfer fluids (Figure 1, page 74). This prompted the development of specialty lubricant additives for fluids.
Most grinding operations require cooling, but not all grinding is the same. Experienced grinders know the requirements of finish grinding, which removes low amounts of stock, vary greatly from the lubrication needs of creep-feed grinding, which shapes raw stock into finished parts. Machining parameters that can change the cooling and lubricating requirements of the process include DOC, feed rate and wheel speed.
To demonstrate the relative impact of cooling and lubrication when grinding, both tap water and hydraulic oil were evaluated on the same application involving moderate-duty surface grinding of alloy steel. The “grinding ratio percent efficiency” was used to indicate the relative performance of each fluid. (Grinding ratio is the amount of material removed divided by the amount of wheel wear.)
To provide a baseline for the cooling contribution to the process, tests were run using tap water. The result of grinding with water was considered the 100 percent cooling efficiency level. At this level, an equal amount of wheel is consumed per unit of material removed. For comparison, neat hydraulic oil (ISO VG32) was run on an identical operation. The grinding ratio for oil was more than twice as efficient at removing metal compared to tap water. This indicates the oil provides a combination of lubrication and cooling that is significantly more effective than water alone, even though water is a more efficient cooling fluid.
Lubricant Additives
The additives in a metalcutting fluid make the difference in machining performance. Refined petroleum oil, in and of itself, is not an exceptional lubricant for cutting metal because it does not contain the additives that enhance cutting performance.
Hydraulic oils are generally formulated with oxidation inhibitors, defoamants and demulsifiers, which provide oil stability but do not improve machining performance.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion