Quantifying machine error motions
Quantifying machine tool error motions in this month's Machine Technology column by Dr. Scott Smith of the University of North Carolina at Charlotte.
Several factors influence part accuracy, including machine tool accuracy, cutting forces, dynamic motion loads and thermal conditions. Regarding machine tool accuracy, many of the efforts to measure and correct for machine positioning errors derive from error compensation of coordinate measuring machines. Purely kinematic errors arise because of errors in the creation or assembly of machine components. However, the errors imparted by the machine to the workpiece depend on the relative motions of those machine components.
Such errors are measured by “master part tracing.” In this concept, the cutting tool is replaced by a gage, and the workpiece is replaced by a master part, which has substantially tighter tolerances than the machine is capable of producing. The gage is then moved along the surfaces of the master part, following the toolpaths as if the part is being machined. Any deviation in the “0” reading of the gage indicates an error the machine motion would produce.
The master part is often conceptually comprised of straight edges and laser beams, and the machine motion errors are measured throughout the machine’s work space. It is possible to measure the vector error components (X, Y and Z) for a large number of points throughout the work space and store them in a lookup table, which might have hundreds of thousands of entries, for correction. Therefore, it is often more convenient to develop a mathematical model of the machine that uses functional errors of machine components and allows the error component to be computed.
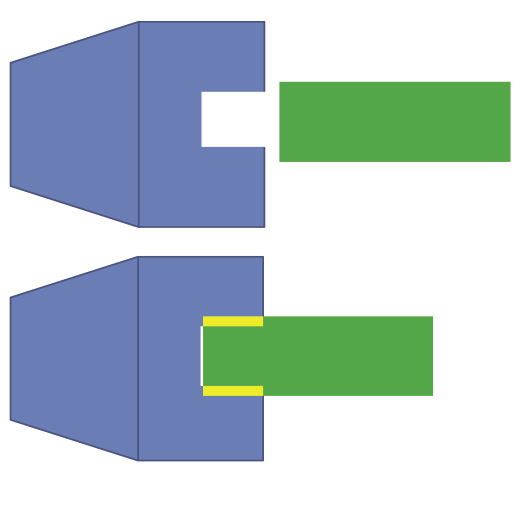
Chart courtesy of “Manufacturing Processes and Equipment,” by George Tlusty, Prentice Hall
Figure 1. Idealized linear positioning error in the direction of X-axis motion. The error is a function of axis position.
Even though the model ignores the time-varying thermal state of the machine and workpiece and the dynamic motion and cutting force loads on the machine, creating the error map can be complicated. The error map for a 3-axis machine tool, for example, has 21 functional error terms. A specialized notation has been developed to help measure and correct these errors.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion