A Pitch for Thread Grinding
When accuracy counts, thread grinding shines.
When accuracy counts, thread grinding shines.
It may not be a new twist, but thread grinding is still one of the most accurate ways to produce internal and external threads. While single- and multiple-point turning tools, taps and dies, milling cutters, whirling rings and thread rollers have their advantages, thread grinding remains a solid choice for tight-tolerance parts.
Thread accuracy is a sum of many elements, including pitch, helical path, helix angle and major, minor and pitch diameters. A thread’s lead, or the distance the helix advances in one full turn of the screw, is the most critical dimension in most cases.

This short video provides some insight into the benefits and time savings afforded by a universal grinding machine. It is presented as supplemental information to Cutting Tool Engineering’s December 2011 cover story, “A Pitch for Thread Grinding.” Video courtesy of United Grinding.
Regarding lead tolerances achieved by different threadmaking methods, Hans Ueltschi, vice president for the cylindrical division of United Grinding Technologies Inc., Miamisburg, Ohio, said, “In thread grinding, we typically talk about tolerances in the lower tenths and millionths, whereas turning thread tolerances are more in the upper tenths and thousandths.” Grinding machines are typically able to achieve tolerances of about 0.0002 ” or tighter.
Consistency is another advantage of thread grinding. “You can dress the grinding wheel extremely precisely, and, once you have that form in the wheel, the wheel generally doesn’t wear as rapidly as does a single-point tool,” Ueltschi said.
Thread grinding can also enhance production flexibility. In a job shop environment, a wheel can be redressed quickly to produce a different thread, while other methods may require different cutting tools.
Jim Vosmik, president of Drake Manufacturing Services Co. Inc., Warren, Ohio, cited production of positioning worms for automotive electronic power steering systems as a typical thread grinding application. A low-quality, threaded worm can produce unwanted noise in the passenger compartment. “Key considerations are surface finish, waviness and accuracy of the thread lead—not in overall length, but in each revolution,” he said.
Inaccuracy—known as drunkenness or wobble—produces “variations in torque, and the feel of the steering will change. For automotive steering components, customers are looking for a surface finish finer than 0.2µm Ra, form compliance on the thread track around 5µm and lead variation in one revolution below 3µm,” Vosmik said. “These tolerances are more typical of the highest-quality positioning ballscrews and indexing worms.”
Universal Grinding
Machines engineered to grind threads can be grouped into two broad categories: universal cylindrical grinders with thread grinding capability and dedicated thread grinders. The machine styles differ in the way they apply the wheel, how the wheel interacts with the part and the number of setups required to produce a part.
In a universal grinding machine fitted for thread grinding, the grinding wheel typically is not tilted to produce the thread’s helix angle. “We call it axis parallel thread grinding,” Ueltschi said. “The wheel spindle axis is parallel to the workpiece axis. The thread form dressing is adjusted to compensate for not tilting the wheel; we actually dress it wrong so it comes out right. If we dressed the wheel with the normal thread form and then cut the thread with the wheel parallel, the thread would have an error.” The machine’s grinding software controls dressing.
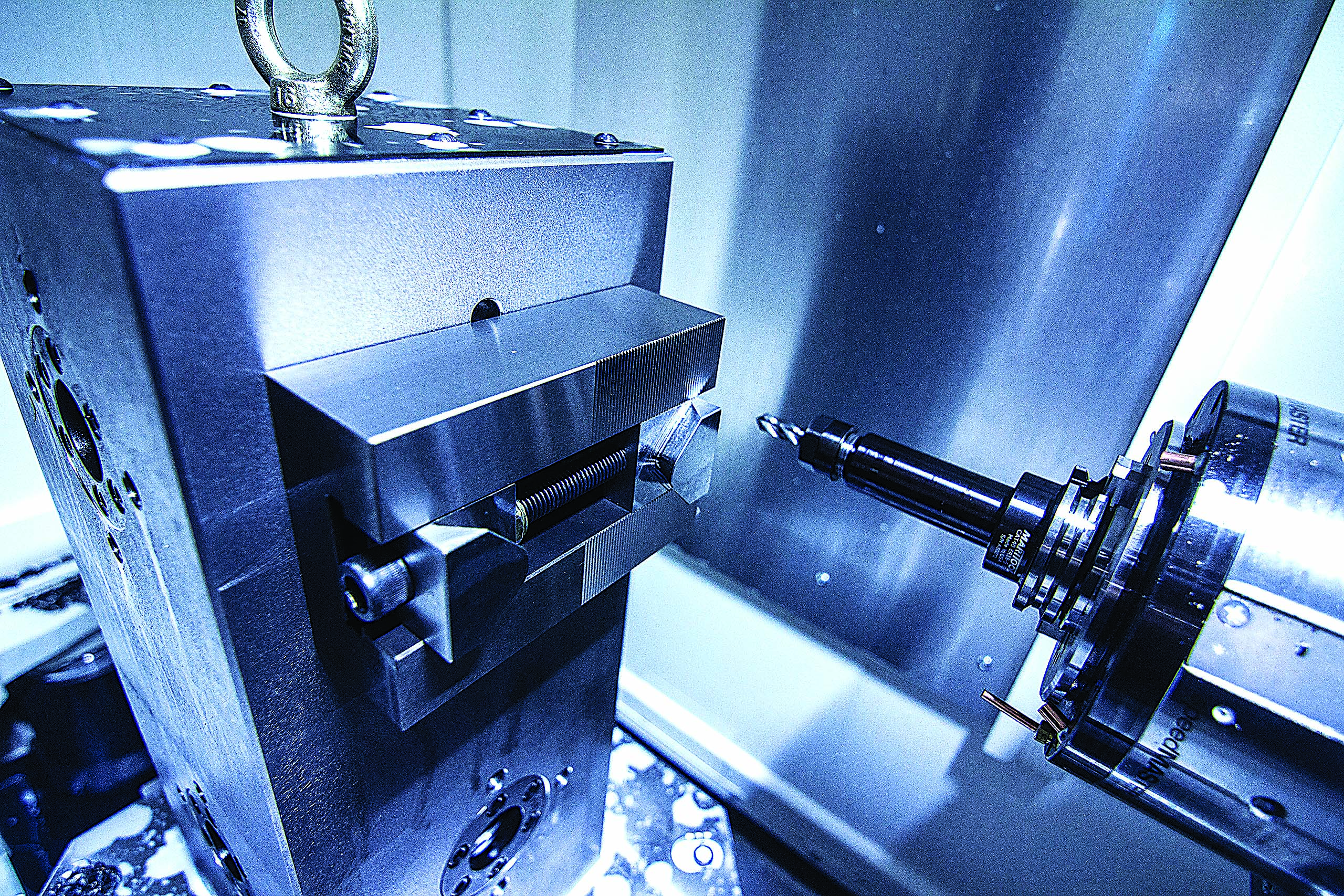
Images courtesy of Drake Manufacturing Services
The work zone of a GS:TEM-LM (Mini) grinder (inset) from Drake is used for production-level thread grinding of parts from 0.5mm to 10mm in diameter and up to 100mm long.
There are, however, limits to the helix angles that can be produced via axis parallel thread grinding. For ODs, the limit is generally 6°, according to Ueltschi. Grinding ID threads on a universal machine is further limited because fitting the grinding wheel and quill into the ID bore creates additional issues. “Therefore, on ID threads you would have to go to a tilting A-axis arbor more quickly than you would on the OD side,” Ueltschi said, noting that the limit is about 3° before having to go to a tilting wheel arbor.
United Grinding’s Studer Thread software calculates potential error and compensates in the dressing subroutine. After a user enters thread specifications into the menu-driven software, the program determines whether or not the thread can be produced on the machine, what compensation is required and dressing and cycle times. A variety of grinding cycles enable a thread to be cut in different ways, depending on the type and geometry of thread, including plunging the thread or chasing it with single- or multiple-rib wheels.
Universal cylindrical machines for thread grinding typically feature turret heads with multiple OD and ID wheels. According to Ueltschi, the main advantage of using a universal machine is its ability to produce an entire part in one setup. “For example, we take a gear shaft for a helicopter gearbox, grind the journals and faces and IDs, index the turret to another wheel and grind a precise thread. The old method would have involved putting the part through one or several OD grinders, followed by a thread grinder.
“In thread grinding, there is a lot more involved than in turning, but, in the end, if everything is done right, you definitely get a better product,” Ueltschi continued. “However, grinding—with longer cycle times—may be a more expensive process. So if you can get away with turning the thread, that is the way to go.”
Universal Appeal
Complete Grinding Solutions, Springboro, Ohio, employs universal cylindrical grinding machines for many conventional applications as well as niche jobs, such as grinding Formula 1 steering racks and camshafts for NASCAR teams. Beat Maurer, CGS’ co-founder, said about 10 percent of the company’s work involves thread grinding.
“A lot of it is development work and prototypes, like ball nut threads for aircraft and GO/NO-GO gages for engine blocks,” he said.
In addition to part accuracy, thread grinding provides the fine surface finishes required for critical-application parts. Single-point inserts and milling cutters produce larger chips than grinding wheels and the cutting process may induce stress into a part. As a result, Maurer said, “For parts such as aircraft pistons, we use low-stress thread grinding to avoid generating heat in the part.”
While hard turning may be a threadmaking alternative for less-than-premium-quality parts, tool costs can favor grinding. “A wheel is very cheap compared to changing inserts every 3 hours,” Maurer said. He added that grinding can also be effective when interrupted threading, where gaps in the toolpath could break an insert.
CGS’s performs most of its thread grinding on a Studer S40 universal. “Many times,” Maurer said, “when we do thread grinding it is a combination of complete machining, meaning we do all the part features and then grind a thread as well.” He acknowledged that a universal machine sometimes is limited in the helix angles it can produce. “You have to design the process and optimize it.”
An example of an optimized thread grinding operation is threading automotive engine block GO/NO-GO gages in D-2 and M-2 tool steel to a tolerance of ±1µm, Maurer noted.
Dedicated Operation
Dedicated thread grinding machines have enabled Mechanitron Corp., Roselle, N.J., to serve a customer base that has continually changed over 5 decades. The shop has moved from threading cores for the plastic molding industry, to grinding components for defense and aerospace manufacturers, to producing actuator screws for medical diagnostic equipment. The shop uses venerable non-CNC J&L thread grinding machines which, according to Dave Newman, president of Mechanitron, can hold lead tolerances within 0.0001 ” while handling parts from 0.040 ” to 12 ” in diameter and 2 ” to 105 ” long. Tilting wheel arbors permit grinding helix angles up to 31°.
Changing the lead of a thread on the J&L thread grinders involves changing the gears that control the lead. Switching gears is routine, said longtime Mechanitron grinder Louis Sayte, and occurs several times daily. “The pitch will be whatever gear I put in,” he said.
Some customers have unusual requests. “People come in with a very strange lead, and then I have to calculate that lead for the gears we have,” Sayte said. “That is the reason people come to us—to give them these oddball leads and still hold them within 0.0001 “.”
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion