Zeroing out Swiss: Turning Performance
When turning 2mm-dia. and smaller parts on a Swiss-style machine, it only makes sense that the radius on the tool should be equally tiny. After all, you can't cut a 0.5mm bone screw with a TNMG-431 insert—the tool's nose radius is nearly as big as the part.
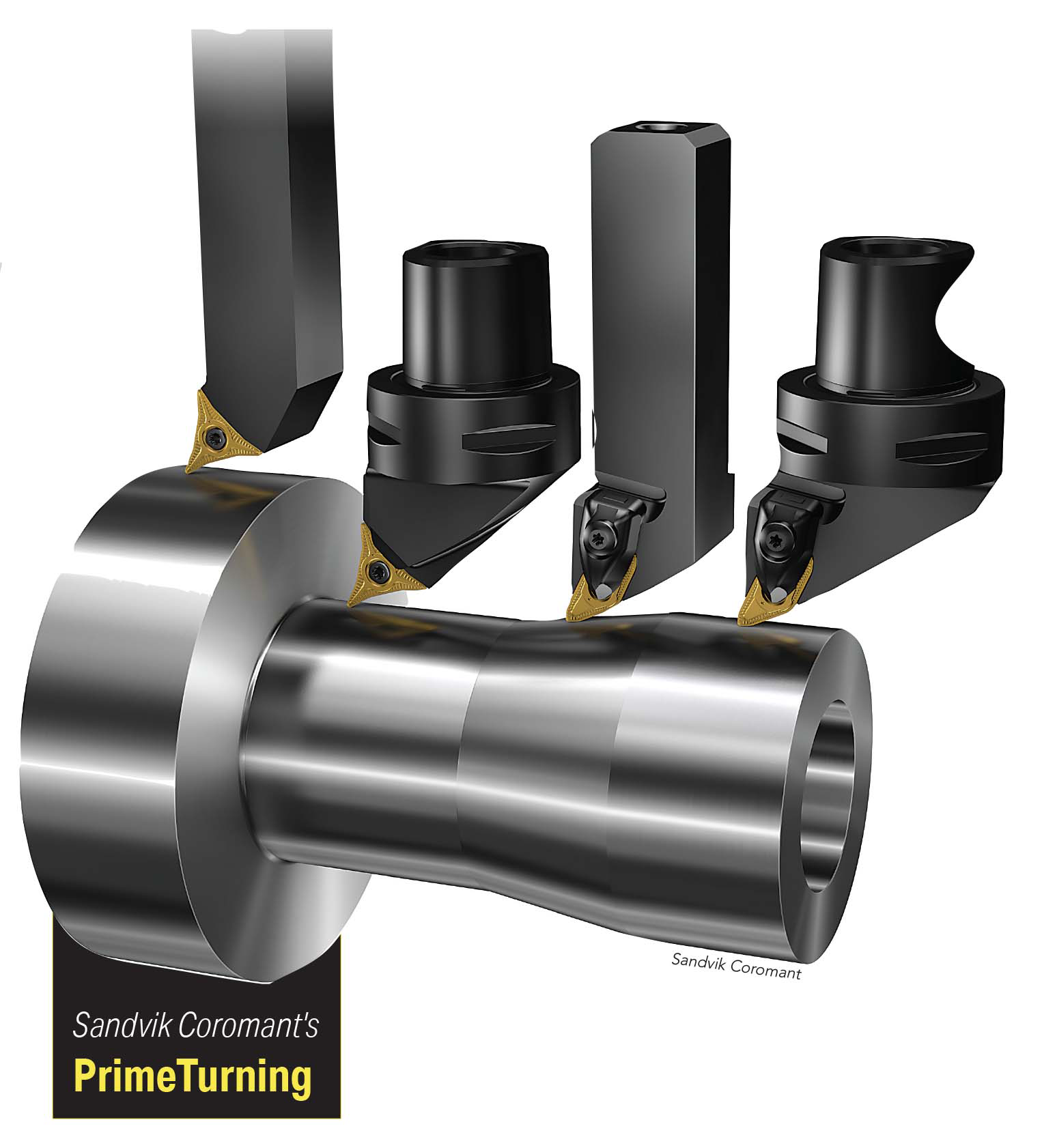
Courtesy of Sandvik Coromant
Small parts turned with a zero-radius, 55º profiling insert (right).
The right insert for Swiss-style machining of microparts is often one with a near-zero radius.
When turning 2mm-dia. and smaller parts on a Swiss-style machine, it only makes sense that the radius on the tool should be equally tiny. After all, you can’t cut a 0.5mm bone screw with a TNMG-431 insert—the tool’s nose radius is nearly as big as the part.
In addition, said Jim Gosselin, owner of Genevieve Swiss Industries Inc., Westfield, Mass., “some parts, such as in the RF (radio frequency)-connector industry, can’t have any radius at all. It messes up the component’s electrical properties.”
Without a radius, you’re probably thinking the tool will chip on the first workpiece. Think again. Microscale indexable-insert tools are designed to handle this sort of work. Gosselin explained: “We’ve gone to submicron-grade carbide on all our tools. That means the grain size is very small, so the tools are very tough—even with a dead-sharp radius. And the edges have to be very sharp, so everything is ground to size, and then we use a special process to remove the grinding burr, followed by a PVD coating for good wear resistance.”
Perhaps the most important geometry on a microtool is the wiper that’s ground on the tool tip. This wiper is a flat—perhaps 0.05 ” wide—on the trailing edge, with a clearance angle of 1° or less. “Depending on the material and part diameter, you can actually feed one of these tools at a couple thousandths of an inch per revolution, even with a zero radius,” Gosselin said. Great, the tool might last, but won’t the part have a surface finish no better than a corncob? No. “The trailing edge does more than support the tool tip. It also wipes off the mountaintops, providing a smooth finish,” he added.
Courtesy of GenSwiss
Zero-radius or small-nose-radius tools are often required for Swiss-style machining of microparts. Top: a Utilis theoretical zero-radius VPGT Multidec-TOP insert. Middle: An ultra-sharp VCGT with 0.0012 ” nose radius. Bottom: A typical 0.015 “-nose-radius VCMT insert. All tools are from GenSwiss.
“Everyone knows the usual solution to improving surface finish is to either increase the tool nose radius or reduce the feed rate,” Gosselin said. “Both of these are practical solutions in normal turning. However, for microturning, a larger nose radius is the wrong prescription for curing the poor surface finish ‘flu.’ The same is somewhat true for reducing the feed rate.”
The issue gets back to the cutting edge. For proper cutting to occur, the material must flow over the top of the cutting edge. If the cutting edge of the insert has a 0.0002 ” edge prep, then the feed rate must be larger than 0.0002 “. “If not, then the tool does not have adequate clearance, so, in effect, you’re just pushing the material out of the way and not cutting it,” said Gosselin.
Although called “zero radius,” there has to be some radius, otherwise the tip would chip. Most microtool manufacturers claim anything from 0.0001 ” to 0.0012 “. Just remember that the bigger the radius, the bigger the deflection, and because tolerances on microparts decrease in direct relation to the part’s size, part manufacturers might be targeting grinding-quality tolerances of +0.0002 “/-0.0000 ” or tighter. The slightest amount of deflection on a tolerance this tight and you’ll have the QA department riding you like a circus pony.
Another important consideration when Swiss-style turning microparts is keeping the tool close to the guide bushing. “The guide bushing is everything on a Swiss,” Gosselin stressed. “It doesn’t matter how heavy the machine is, how fast it can go or what features the machine has; all this is meaningless unless you have a high-quality guide bushing and can get your tools right next to the bushing.”
Gosselin noted that experienced Swiss-style machinists don’t like to produce small parts on a big machine. But doesn’t a big machine provide greater flexibility with more tools and more power? Maybe, but the tools are closer to the guide bushing on a small machine. “On a 20mm machine, you’re 2mm to 3mm away from the guide bushing,” he said. “You’ll see more flex in the workpiece than the board used in a freestyle diving competition.”
Small Details
Turning microparts on a Swiss-style machine is challenging, concurred John Dotday, small parts specialist at Sandvik Coromant Co., Fair Lawn, N.J. Aside from the need for high-quality, precision-ground, PVD-coated, zero-radius cutting tools, Dotday pointed out the importance of tool centerline. “Proper centerline is critical. Achieving it is up to the operator, and how carefully he touches off when setting tools. A lot of the parts being made these days are so small you need a microscope to see the details.”
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion