Pedal to the metal: General Industry Coverage
Users reap the rewards of high-speed milling when the elements of the machining system complement each other.
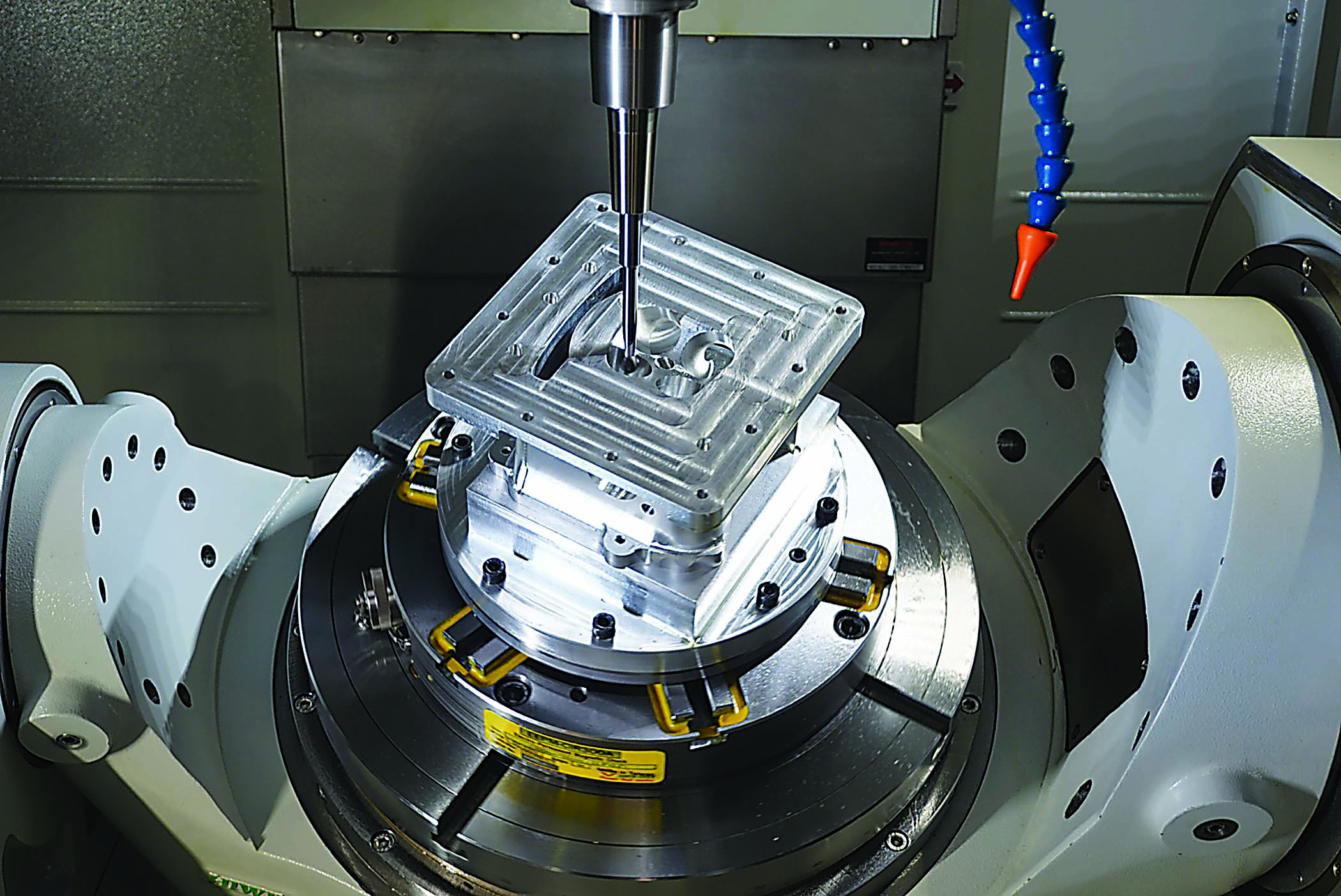
Courtesy of MAG
A MAG 5-axis horizontal machining center with a high-torque tilt spindle is suitable for high-speed milling precision parts, such as this titanium impeller.
Users reap the rewards of high-speed milling when the elements of the machining system complement each other.
When the pieces of the puzzle come together, the benefits of high-speed milling (HSM) come into view. Those puzzle pieces are the machine tool, tooling, CAD/CAM software and CNC, according to Jim Endsley, machining center product specialist for machine tool builder Okuma America Corp., Charlotte, N.C. The benefits include reduced cutter side load to enable use of the entire cutting edge and increased chip load and feed to boost productivity.
Milling video
For more information about the cutting tools and toolpaths required for high-speed milling, view a video presentation from RobbJack Corp. here.
“The CAD/CAM software complements the machine tool,” Endsley said. “The machine tool in turn complements the capabilities of the CAD/CAM. The tooling is on par with the capabilities of the machine tool, and you need control technology, which goes along with the machine tool. All these pieces need to come together.”
In addition to possessing the proper equipment, achieving HSM requires having the correct mindset. Endsley noted while some end users are “standoffish” about HSM, one customer in Phoenix cuts aluminum and hardened metals at feed rates of at least 800 ipm to more than 1,000 ipm. “That is extreme to people,” he said. “They tend to not understand how this guy is doing it.”
Machine Head
The ability to perform HSM, characterized by high surface speeds and feeds at light DOCs, starts with the machine tool. Such a machine requires a rugged, rigid, one-piece casting for the frame and a table supported at all stroke limits, noted Michael Minton, national application engineering manager for Methods Machine Tools Inc., Sudbury, Mass. “The machine’s axes need to be fully supported by the machine’s casting at all limits of travel,” he said.
Minton added that direct-drive spindles provide the best performance for high-speed milling because they typically accelerate and decelerate quicker than belt-drive spindles, but belt-drive spindles can still be appropriate, depending on the application.
Methods distributes three Feeler machining center lines that offer varying degrees of high-speed capability. Methods’ primary high-speed machining platform is the Matsuura line, according to Minton.The Matsuura line includes a 5-axis, 30-taper vertical machining center with a maximum spindle speed of 46,000 rpm, which is effective, for example, when producing titanium medical implants using small-diameter endmills. All axes are controlled by linear and direct-drive motors.
“In the medical industry where you’re doing a lot of surfacing over some sort of tubular implant or bone plate, you can certainly achieve benefits from high-speed milling because you have linear areas to allow the machine to accelerate and maintain some speed,” Minton said. That’s not the case when producing small, prismatic parts with numerous pockets that don’t provide enough linear distance for the acceleration/deceleration HSM requires.
Endsley said one of the biggest misconceptions about HSM is that it requires a machine with a “gazillion” rpm—”that’s just simply not true.” A machine with a top spindle speed higher than 20,000 rpm provides little or no torque at a low spindle speed, which means that producing large parts may require multiple fixturings, and each fixturing adds expense. “You cannot recoup that cost,” he said. “The trick is to put the part on the table as a piece of raw stock and take it off as a completed part.”
Ideally, that part doesn’t require manual polishing, which is usually the slowest operation performed by the most experienced—and expensive—workers. “There’s no reason in the world with the proper machine tool that you can’t high-speed machine it either soft or hard and not have to bench it,” Endsley said.
Endsley employs latticing to avoid bench work. As a rule of thumb, the technique involves applying 15 percent of the endmill diameter in DOC and 15 percent of the diameter in step-over, which controls the finish, during roughing. The percentages are halved when finishing, but with smaller endmills. Once a pattern and shape is made, the pattern is rotated. “Each time I take another cut, I rotate the pattern,” Endsley said, noting that it might involve making a straight line pattern and then rotating it 30° and then 15°. “I’m latticing the work so I don’t have kerfs as I machine.”
Endsley acknowledged that it’s more effective to apply small-diameter tools, such as a 0.01 “-dia. endmill, at a spindle speed in excess of 25,000 rpm, but only a small percentage of milling requires small tools and a slower spindle speed still gets the job done when applying microtools.
Steve Bertrand, director of international sales and strategic partnerships for CNC Software Inc., Tolland, Conn., concurred that realizing the productivity gains of HSM does not necessarily require the latest high-speed milling machine. The company develops Mastercam CAD/CAM software.
“You could have a commodity machine or an older machine and get benefits as long as it’s tight and reasonably sturdy,” he said. “You don’t have to have a 20,000-rpm spindle; you can get away with an 8,000-rpm spindle.”
The slower spindle machine won’t enable, say, milling aluminum at 500 ipm, but productivity can be enhanced even when the maximum feed is 100 to 200 ipm. “That’s fine if the tool motion promotes longer tool life and a more efficient cut,” Bertrand said.
Maximizing Tools
Applying the proper cutting tools can help part manufacturers use light-duty machines for HSM. Erlanger, Ky.-based MAG IAS LLC experienced that when assisting West Coast manufacturers that cut titanium on older, CAT 40-taper machines without an ideal level of stiffness. “They were very unsuccessful but they were using the techniques of the day: large endmills, very slow feed rates, very slow spindle speeds and basically chunking through it,” said Dan L. Cooper, the company’s cryogenics product manager.
Courtesy of Boeing St. Louis
Boeing produced this quantity of titanium chips using a RobbJack XF-802-32-060 1 “-dia. endmill running at 400 sfm, 68 ipm, a 0.030 ” radial WOC and a 1.5 ” axial DOC.
He explained that MAG helped them remove up to 8 in.3/min. of titanium by using its Cyclo Cut solid-carbide Max-Flute endmills and CAM software from TRUEMill, which generates toolpaths that maintain a tool’s engagement with the workpiece material regardless of the geometry being milled to reduce tool load and enable running at a light radial WOC and a high surface speed.
A standard ¾ “-dia. Max-Flute endmill features 16 flutes and typically cuts titanium at 231 ipm, according to Cooper. “The more teeth you have, the faster your feed rate,” he said, adding that ¾ ” endmills often only have four flutes.
Acquiring a newer, more rigid machine could also boost the metal-removal rate, but that may not be an option. “Many times, people can’t just throw out everything they’ve got,” said Randy S. Von Moll, director of technical sales for MAG Aerospace. “They have to figure out new and better ways to improve performance with their existing assets. In many cases, they can do the part just as fast on an older machine that is less capable, looking at the raw machine specifications, as on a newer one.
However, the ability to improve a machine’s capabilities depends on the material being cut. Von Moll added that it’s easier to improve efficiency on an old machine when cutting titanium than when cutting aluminum. “On the aluminum side of the equation, there’s very little you can do with programming technique and cutting tool technology if you don’t have the machine tool elements to support the high-performance process, like high-speed and high-power spindles, good axes acceleration/deceleration rates and good high-speed motion control,” he said.
To avoid chip clogging, Cooper recommends that a Max-Flute tool not take a radial WOC greater than 0.040 ” to 0.050 “. However, if a chip packing problem occurs when taking a light cut, he noted the entire solid-carbide endmill will break whereas the inserts on an indexable endmill will first break and then cause the tool’s steel body to rub the workpiece and potentially become friction-welded to it, usually scrapping an expensive forging.
By having CAM software dictate a tool’s engagement angle, programmers no longer have to program toolpaths for scenarios when the amount of workpiece material in contact with the tool significantly increases, which requires slowing the speeds and feeds. In addition to increasing the number of flutes, Mike MacArthur, national sales manager for toolmaker RobbJack Corp., Lincoln, Calif., noted RobbJack is able to increase flute depth and tweak the geometries for an application-specific tool to take advantage of the more recent toolpath-generation capabilities. “We’ve seen a synergistic benefit,” he said. “We optimize those geometries because we know the tool is never going to see those worst-case scenarios. Usually, you can go about two times the diameter in Z depth of cut with this new programming.”
MacArthur explained that RobbJack’s Mirror Edge geometry is an edge preparation that provides vibration-damping properties by making the part’s natural frequency match the one for the tool. “Everything is vibrating in unison instead of chattering, which is self-excited vibration where the part is bouncing at one frequency and the tool is bouncing at another frequency,” he said.
The edge preparation is effective when plunging corners in titanium, steel, stainless and aluminum parts and machining deep pockets and thin walls in aluminum parts, according to the company. To achieve the desired results, users must apply coolant. When wet cutting aluminum, MacArthur generally recommends an uncoated tool.
HSM also enables the use of smaller diameter tools because, for instance, a ½ “-dia. tool can achieve the same mrr as a 1 ” tool by feeding faster. Not only do tool costs go down when using smaller cutters, but HSM is then possible on a midrange, 40-taper machine instead of a more rigid, purpose-built and pricier machine, according to MacArthur.
Motion Automation
CAM software is essentially an automation tool for controlling tool motion. To enhance that control, the software must take advantage of evolving machine tool and cutting tool technologies, requiring software developers to become students of those technologies, CNC Software’s Bertrand noted.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion