Faster facemilling
END USER: Continental Motors Inc., (800) 718-3411, www.genuinecontinental.aero. CHALLENGE: Boost productivity when rough and finish milling cast aluminum crankcases. SOLUTION: PCD-tipped, cartridge-type facemills.
————–
END USER: Continental Motors Inc., (800) 718-3411, www.genuinecontinental.aero. CHALLENGE: Boost productivity when rough and finish milling cast aluminum crankcases. SOLUTION: PCD-tipped, cartridge-type facemills. SOLUTION PROVIDER: Ingersoll Cutting Tools, (866) 690-1859, www.ingersoll-imc.com
—————
Aluminum is not generally considered a difficult-to-machine material, but aluminum castings are rife with abrasive mineral alumina, or aluminum oxide, which can quickly blunt cutting edges. This posed a challenge for Continental Motors Inc., Mobile, Ala., a manufacturer of piston-type engines. Fortunately, the company found a new cartridge-type facemill tooled with PCD-tipped inserts that dramatically improved roughing and finishing cast aluminum crankcases.
According to Continental, the facemill significantly improved flatness and finish, quadrupled the material-removal rate when roughing vs. an indexable-carbide-insert mill and doubled the mrr when finishing vs. another cartridge-type facemill with PCD-tipped inserts.
In mid-2011, Continental standardized on TEDI MILL facemills from Ingersoll Cutting Tools, Rockford, Ill., to rough and finish cast aluminum crankcases. The operations involve heavy interrupted cuts and are run continuously on a Toyoda FH630SX horizontal machining center to produce 1,750 crankcases annually at the 250-worker shop. The crankcases measure 12 ” to 15 ” high and 22 ” to 30 ” long. Two faces actually require machining: an inner face that provides the seal and an outer face for aesthetics.
TEDI MILL facemills are the only cutting tools offered as standards from Ingersoll’s sister company in the IMC Group, Italian Technical Diamond Co. SRL (IT.TE.DI), Arezzo, Italy. Heretofore, the company specialized in custom PCD and PCBN boring tools. Ingersoll brought the TEDI MILL line to the U.S. market in 2011, first as a special and now as a standard.
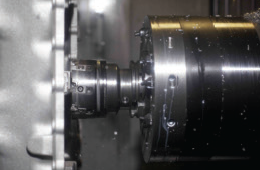
Courtesy of Ingersoll Cutting Tools
Continental Motors quadrupled the mrr when roughing and doubled the mrr when finishing cast aluminum crankcases after switching to the TEDI MILL facemill from Ingersoll Cutting Tools.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion