Reaming can be most cost-effective way to produce accurate holes
Technological advances in cutting tools, machine tools and toolholders have allowed machinists and manufacturing engineers to increase holemaking efficiency by eliminating the number of tools required to produce accurate holes. High-performance drills are the best example of these technological advances. In the past, it was common for a machinist to spot-drill, drill and then ream to achieve accurate hole geometry.
Technological advances in cutting tools, machine tools and toolholders have allowed machinists and manufacturing engineers to increase holemaking efficiency by eliminating the number of tools required to produce accurate holes. High-performance drills are the best example of these technological advances. In the past, it was common for a machinist to spot-drill, drill and then ream to achieve accurate hole geometry. Now, the same hole can be made in a single operation using a high-performance drill.
However, toolmakers don’t always offer a high-performance drill in the needed size. Other times, the machine tool or the machining process cannot support the cutting parameters needed for applying a high-performance drill. In these cases, other tools are needed to achieve the desired hole geometry. Often, reamers prove to be the most cost-effective solution.
Reamer Basics
Reamers are typically applied to enlarge drilled holes, without altering their geometries, while improving hole surface finish.
Reamers are available in numerous styles, including Morse taper, center and tapered reamers, all of which have specialized uses. However, most shops produce close-tolerance, straight-sided (nontapered) holes, so tapered varieties are rare.

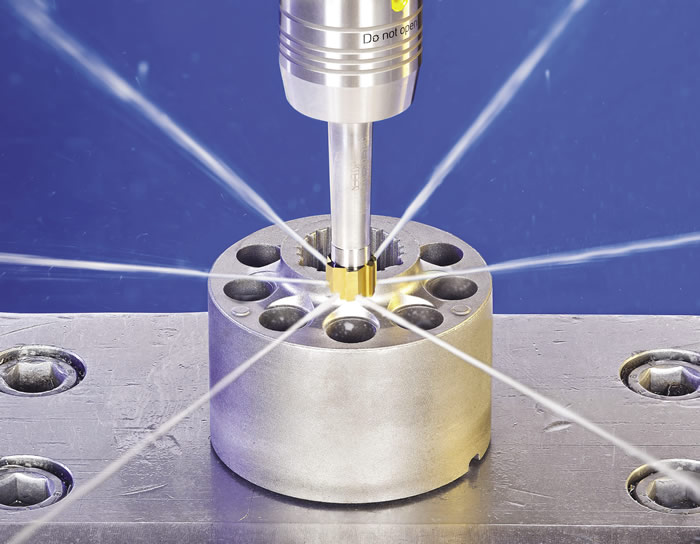
This high-performance reamer from Iscar Metals has replaceable heads, which allow a machinist to quickly renew the tool at the work station. Image courtesy Iscar Metals.
Those familiar with machining and toolmaking are most likely familiar with chucking reamers. They are ubiquitous in machine shops because they are the most economical way to produce close-tolerance holes in both high- and low-volume applications.
The intended use of a chucking reamer is to accurately size close-tolerance holes, which are often for dowel pins, drill bushings and other applications that require an exact fit. Standard chucking reamers can achieve hole-to-hole repeatability of 0.0005″ (0.0127mm). A reamer’s flute geometry is what allows the tool to repeat closely. Although they appear to have flutes for cutting, chucking reamers are ground so they cut only on their ends. Like a drill, the flutes are for chip evacuation and coolant flow.
Reamers typically have no fewer than four flutes, which, unlike a drill, work to support the tool and prevent the eccentric rotation associated with 2-flute tools. These features make the tool self-supporting, allowing for excellent repeatability.
In addition to straight flutes, reamers also come with spiral flutes, which offer some advantages over straight flutes in certain applications. A right-hand spiral will pull chips up and away from the bottom of a blind-hole. On the other hand, a left-hand spiral will push chips forward, which is beneficial when reaming a through-hole. In either case, spiral flutes are always recommended when the reamer will intersect another feature, such as a cross-hole or keyway. Spiral flutes prevent the grabbing action that occurs when a straight flute is unsupported by the side of the hole.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.

