Dressing with PCD: General Industry Coverage
Ask the Grinding Doc: When I ran out of single-point dressing diamonds and got desperate, I mounted a PCD insert to dress an Al2O3 wheel. Is there any danger in doing that?
Dear Doc: When I ran out of single-point dressing diamonds and got desperate, I mounted a PCD insert to dress an Al2O3 wheel. Is there any danger in doing that?
The Doc Replies: I’m also guilty of dressing with PCD inserts, and I’ve visited several customers who were using them to dress Al2O3 wheels. It may seem strange, but they work. Actually, if you need to dress, just about any diamond will do the job: a single-point diamond dresser, a PCD insert, a chunk of discarded electroplated diamond wheel—ever your ex-wife’s wedding ring.
Just take safety precautions and keep geometry in mind. As PCD wears, the flat width will get larger and the dressing will be less sharp. This also happens with single-point diamonds, just not as quickly.

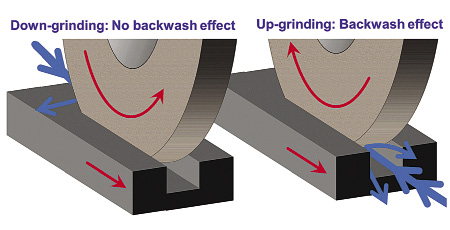
Figure 1. Down-grinding vs. up-grinding when creep-feed grinding deep grooves. Illustration courtesy J. Badger.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion