Learn not to burn: General Industry Coverage
Jeffrey Badger, Ph.D., fields a question from a shop getting "terrible burn on the shoulder" when cylindrical grinding steel parts with a straight plunge.
Dear Doc: I cylindrical-grind steel parts with a straight plunge and get terrible burn on the shoulder. The machine isn’t capable of rotating the wheelhead 30°. What can I do to solve the burn problem?
The Doc Replies: Not much. When you do a straight plunge with a wheel that doesn’t swivel, the side of the wheel does nothing but rub the shoulder. Even if you do a vector feed, the side is still just going to rub—there’s no way around it.
There are, however, a few things you can do to somewhat cope with the situation. First, aim a dedicated coolant nozzle directly at the shoulder/wheel interface and deliver high-pressure coolant to the interface. Second, relieve the side of the wheel by dressing a small depth, such as 0.025mm, about 1mm to 2mm from the OD. Do this up the side of the wheel, but leave that relief 1mm to 2mm from the wheel OD to grind the workpiece OD. This reduces the contact area and friction on the shoulder. (See figure 1 below.)

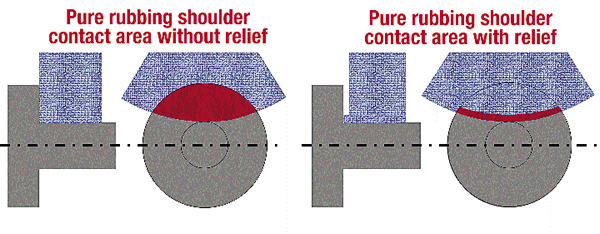
Figure 1.
Third, dress the side of the wheel that’s not relieved as fast as you can. You can get away with this because many applications have more liberal surface finish requirements on the shoulder. And even if your application doesn’t, all that rubbing will impart a fine surface in spite of the sharp dress. Finally, increase the workpiece rpm and reduce the wheel speed; be aware, though, that these actions will increase wheel wear.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion