Shops have plenty of choices when gripping small parts
Wedge, cam, square and pull-down clamps, micro vises and chucks, hexagons and rounds. These are just some of the workholding options available to shops that mill small workpieces. Finding the right clamps isn't a problem, but how they're utilized may be. This article examines some of the options and provides tips on how to use them.
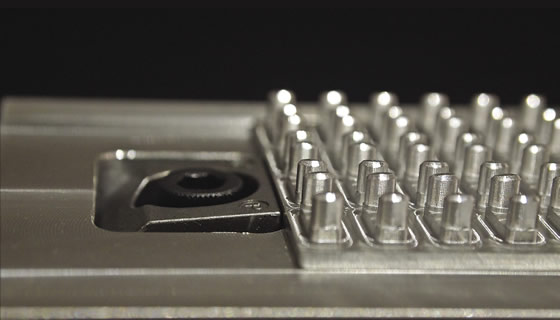
Courtesy of Mitee-Bite Products
Recessed clamps from Mitee-Bite allow for low-profile workholding.
Wedge, cam, square and pull-down clamps, micro vises and chucks, hexagons and rounds. These are just some of the workholding options available to shops that mill small workpieces. Finding the right clamps isn’t a problem, but how they’re utilized may be. This article examines some of the options and provides tips on how to use them.
Small Parts, Small Clamps
Consider a job for a few thousand surgical widgets roughly the size of a paper clip. Some shops might try to fall back on the standard 6 ” (152.4mm) vise and a set of machinable, or shallow step, jaws to grab a fingernail’s worth of material along the workpiece bottom. That’s probably not a good idea.
Holding tiny parts in this manner is like pounding penny nails with a sledgehammer. Even with a delicate touch, a 6 ” machinist’s vise exerts hundreds of pounds or more of clamping force, which can quickly distort small workpieces. Big, clunky vises are also inefficient in terms of machine capacity. A typical 20 “×40 ” (508mm × 1,016mm) machining center would be hard pressed to hold half a dozen such vises, and with two workpieces per vise, that’s a paltry 12 parts per cycle.
Better to go with a clamp designed for small workpieces. Many utilize a wedge activated through the turn of a screw, which opens a set of expandable rails, activates a cam or mechanically forces the vise jaw against the workpiece.
Carr-Lane Manufacturing Co.’s Tiny Vise is one such device. The St. Louis-based tooling provider offers the vise in serrated, V-jaw and double-edge configurations, the smallest of which is 0.250 ” (6.35mm) high × 0.562 ” (14.275mm) wide and uses a #8-32 screw to generate 60 ft.-lbs. of clamping force. Colin Frost, chief business development officer, said a pair of opposing wedges provides the vise’s clamping motion by drawing together as the clamping screw is engaged.
“The Tiny Vise not only applies force horizontally against the part but also presses it down,” Frost explained. “Multidirectional clamping such as this is very effective for fixturing small parts, where it’s important to securely grip the sides of the workpiece while keeping the top clear for machining.”
Living on the Edge
One of Carr Lane Manufacturing’s customers, Lund Manufacturing Co. Inc., Farley, Iowa, uses the Tiny Vise to clamp zinc and aluminum die castings. Tool and Die Manager Dennis Foxen pointed out several applications for this type of workholding, including facemilling a pump cover roughly 4″ (101.6mm) in diameter, where a 3⁄8 “-high (9.525mm) CL-50-T twin-acting vise is actuated by a 5⁄16-18 flat head screw. “I built a steel block around three sides of the Tiny Vise, so when the screw is tightened, it pushes simultaneously against the block and the workpiece, forcing it against a set of stops.”
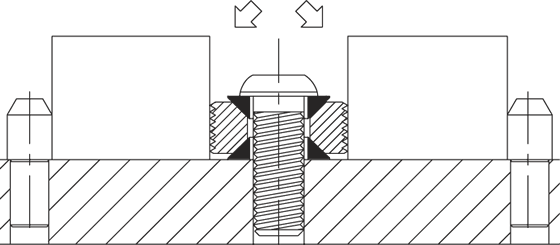
Courtesy of Carr Lane Manufacturing
The Double Tiny Vise design from Carr Lane Manufacturing includes a pair of wedges, creating simultaneous downward and outward pressure.
Foxen said most of the parts Lund machines are gripped with serrated jaws, which do a good job biting into the soft material typical of die castings. This approach is effective when clamping on noncosmetic surfaces, where the marring that comes with this type of jaw is unimportant, and on material that will later be machined away.
The use of sacrificial material is fairly common when machining small workpieces. A group of Lilliputian-sized parts can be milled from one large block of material, then separated from the carrier material in a secondary operation. In this scenario, the clamps are often dropped into a baseplate or fixture, with only the topmost edges of the vise jaws peeking out. This minimizes the amount of material to be sacrificed and keeps the setup close to the table.
David Bishop, general manager of Mitee-Bite Products LLC, Center Ossipee, N.H., said many of the company’s clamps can be recessed into the fixture base (see photo on page 74). “We have customers gripping on less than 0.050 ” with our Pitbull clamps and 0.030 ” with the TalonGrips. However, it’s important when gripping this low on the workpiece that the proper clamping solution is selected, which is why we recommend that customers contact our engineering department for applications such as this.”
Sometimes, parts are secured via machinable wax, a castable thermoplastic material intended for temporary gripping of difficult-to-hold workpieces. In Mitee-Bite’s recessed clamp, the workpieces are “potted” in a fixture filled with a proprietary compound heated to 225° F (107° C). Once cooled, the carrier is cut from the potted workpieces, and the wax is remelted to release the finished parts.
Okeydokey
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion