Launch pad: Threadmilling is an attractive alternative to tapping
Orbital thread milling is an attractive alternative to tapping, according to a report filed by Walter AG.
Threads can be machined with various processes, each with pros and cons. However, the growing complexity of manufactured parts and cost of workpieces present an ever-stronger case for orbital thread milling.
Courtesy of All images: Walter USA
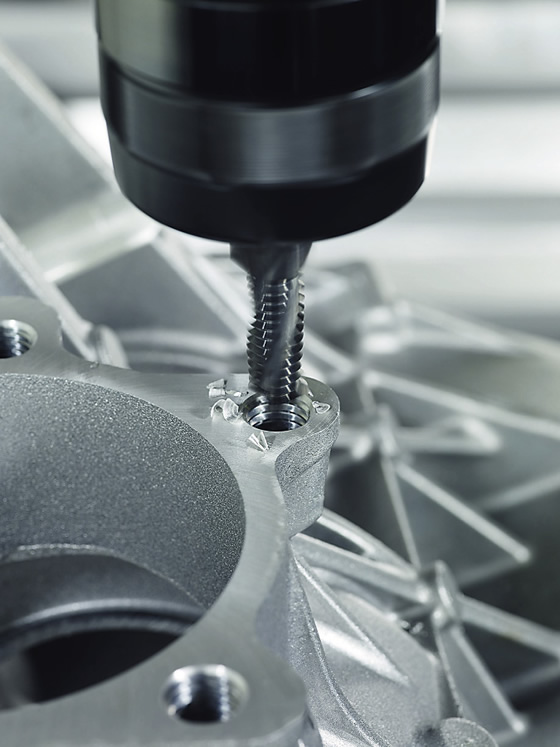
A thread milling drill with a countersink saves tool magazine positions and machining time.
The use of higher-cost, difficult-to- cut materials—such as high-alloy stainless steel, nickel-base alloys and titanium alloys—has long been common in a host of high-tech industries. However, these expensive materials are being increasingly found in general manufacturing as well.
Complex parts often require a range of threads. Machining them is normally the last step in a long, costly process. If a tap breaks in an expensive workpiece, a time-consuming visit to the EDM is often required to remove the tap. In the worst-case scenario, EDMing fails and the shop is left with nothing more than high-cost scrap.
No Coiled Chips
A threading technology that maximizes process reliability would, therefore, be preferred. Thread milling fits the bill. Unlike tapping, a single tool can cut threads of different diameters, provided those threads have a common pitch.
A thread mill has a smaller diameter than the hole. If it breaks, it does not get jammed in the hole and is simply retracted. With thread milling, coiled chips are not able to form. Instead, only short and easy-to-remove chips are produced.
Thread milling can be performed on any 3-axis machine that can gen- erate a helical movement with the exact thread pitch. Most shops have such as machine.
Programming is simple when thread milling. The required machine code can often be created at the touch of a button. If not, full-service toolmakers can provide thread milling programs for all controls through online and offline software that provides tool and cutting data. All standard threading tools, including data on features such as cutting edges, coatings and substrates, should be available in these formats.
Milling Small Threads
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion