Potent portables: Portable CMM arms bring sophisticated inspection to the shop floor
The basis of the portable CMM arm is to allow an operator to reach and touch the part to be measured with a hard probe and collect data.
For decades, coordinate measuring machines weren’t found anywhere near the shop floor, where the actual manufacturing was going on. This meant several additional steps were required to inspect a part on a CMM. To advance continuous improvement, portable CMM (PCMM) arms allow shops to bring inspection to where the parts are being machined.
Master Class
There are a variety of PCMMs in use on shop floors today, each offering slightly different capabilities. For example, the Master3DGage, at its heart, is a PCMM arm and the result of collaboration between Hexagon Metrology Inc., North Kingstown, R.I., software developer Verisurf Software Inc., Anaheim, Calif., and the Mastercam reseller distribution network. Hexagon supplies the hardware, Verisurf the software and various resellers provide sales and support for the CAD/CAM package from CNC Software Inc., Tolland, Conn. According to a whitepaper titled “What Your Shop Needs To Know About Portable CMMs,” by Ron Branch, the articulated arm has a reach of 2 ‘ to 12 ‘ and can be temporarily mounted on any rigid surface, allowing it to evade the physical size limits common with stationary CMMs. Additionally, the paper continues, the Verisurf software allows the user to make on-the-fly direct measurements (as an alternative to a hand tool), measurements to drawings in accordance with datums, dimensions and GD&T callouts, and direct comparisons to CAD models.

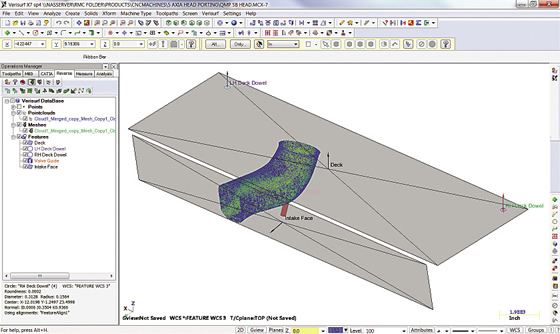
Courtesy of RMC Engine Rebuilding Equipment
RMC Sales Manager Matt Napolatino uses the Master3DGage inspection arm to digitize a GM SB2 Nascar cylinder head.
“It brings full inspection capabilities directly to the parts,” said David Olson, director of sales and marketing at Verisurf. “This becomes particularly critical when parts are large and heavy, such as a steel casting. Imagine it’s loaded up on the machine, but you want to check it before you proceed with secondary operations. With a PCMM, you can quickly run an inspection on the part while leaving it mounted on the machine. There’s no gantry lift, no remounting, no issues repeating the setup and very little delay.”
RMC Engine Rebuilding Equipment Inc., Saginaw, Mich., not only uses the Master3DGage system in its shop, but acts as a reseller, allowing its customers to expand and increase their capacities and capabilities, according to Matt Meyer, manager.
“Our customers use it primarily for reverse engineering cylinder head ports and chambers,” he said. “Inside a cylinder or an engine block, you don’t have any line of sight for laser or optical methods, so it all relies on hard probing, and using the 6-axis arm rather than a traditional CMM table allows them to collect the data quickly and effectively.”
Previously, RMC required a standard CNC machine fitted with Marposs wireless machine probes to collect data on parts and reverse engineer tooling and fixturing for customers; other methods involved cutting a cylinder in half and scanning the inside or making a silicon mold of the inner workings and scanning the resulting impression. The problem with those methods, Meyer explained, lay in realigning them with the original piece.
“With Master3DGage, not only can we get the point-cloud data to make CAD surfaces of the interior, we can also take the exact positions of the valve guide, the seat pocket and the way the valve fits into the head,” he said. “Making sure the ports are aligned 100 percent to the part they are trying to fit to is critical, especially for our high-end racing customers.”
A Scanner Darkly
The basis of the portable CMM arm, according to Burt Mason, product manager–portable arms for Hexagon Metrology, is to allow an operator to reach and touch the part to be measured with a hard probe and collect data. However, Hexagon has added an integrated laser scanner in one model of its Romer Absolute PCMM arms and developed an external laser scanner for another model to allow for multiple measuring techniques from the same arm.
“Scanning has opened up a whole new world for us,” Mason said, “and with the integrated capability, you don’t need to calibrate—you just turn it on and start measuring.”
While the probe may be more accurate than the scanner, with an accuracy of 0.001 “(0.025mm), laser scanners can cover more surface area in a shorter amount of time, making them ideal for large parts with more forgiving tolerances, according to Mason.

Courtesy of Hexagon Metrology
Hexagon Metrology’s Romer Absolute PCMM arm can use its laser scanner to cover a large surface area.
Nikon Metrology Inc., Brighton, Mich., also offers a portable arm, which can be retrofitted with one of six ModelMaker laser scanners, allowing either touch probing or laser scanning, depending on the application. Business Development Manager Alex Lucas said this allows Nikon to customize the product to specific applications.
“When using a hard probe, you are going to a targeted location and taking individual point measurements,” he explained. “With the laser scanner, you essentially let the system act as a virtual paintbrush. The brush is determined by the width of the laser stripe, and, as it scans over the surface, it digitizes it to create a virtual model.
“The best laser to use depends on what the customer’s job calls for,” he continued. “There’s no cookie-cutter approach to implementing laser scanning into a shop’s inspection routine.”
Teaching Tolerance
In a high-volume production facility, the automation capability of a stationary CMM might make it the advantageous choice, Hexagon’s Mason explained. Additionally, PCMMs cannot typically verify tight tolerances. However, for some applications, the accuracy may not be an issue.
“Most parts don’t require extreme accuracy,” he said. “The quick-change probes are a huge improvement. The fact is that our system is thermally stable so external temperature changes don’t impact the results, and the use of absolute encoders, which eliminate the need to find a zero point, have all increased the accuracy to the point where it’s suitable for most low-volume applications.”
Verisurf’s Olson agreed, positing that while PCMMs cannot hold the same tolerances as their stationary forbearers, they are accurate enough for 90 percent of the work done at 90 percent of machine shops.
“You’d be hard-pressed to find many tolerance callouts that are tighter than [a PCMM] can handle,” he said, noting a portable arm is suitable for any tolerance looser than 0.005 “. “Personally, if I see tolerances tighter than about 0.005 ” (0.127mm), I ask the engineer what we need those tolerances for.”
Additionally, Olson said the lack of automation with PCMMs is offset by their on-the-spot capability, making them ideal for first-run part inspection.
Training Day
While many general PCMM concepts will be familiar to anyone with experience operating a traditional CMM, portable arms still typically require some training—if only to help operators use the full potential of the articulated arm.
“One of the biggest differences is the high level of articulation,” said Verisurf’s Olson. “The 6-axis arm can reach down and around inside things much better than the more rigid axes of a stationary CMM, allowing you to do things a traditional CMM can’t really manage, and that can be difficult for seasoned QA guys to wrap their heads around. Usually, though, it’s a simple enough adjustment.”
Verisurf offers PCMM training to its resellers, who in turn train their customers. RMC offers its Master3DGage customers a 3-day training class. According to Meyer, the first day covers the fundamentals and the software, and the second day involves hands-on measurement techniques.
“The third day is spent on application-specific operations,” he said. “We help them collect data on their specific projects and turn that data into something they can use.”
Courtesy of Engine Rebuilding Equipment
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion