

Sharp attack: How needles and other medical sharps are ground
Spend enough time working in a machine shop and you're bound to pay a visit to the emergency room for a cut finger. First comes the sting as the ER physician injects you with a local anesthetic, then the tug of the thread as she drags the suturing needle, a type of surgical needle, through your skin.
Spend enough time working in a machine shop and you’re bound to pay a visit to the emergency room for a cut finger. First comes the sting as the ER physician injects you with a local anesthetic, then the tug of the thread as she drags the suturing needle, a type of surgical needle, through your skin.
This traumatic experience is painful enough, but without the sharp edge imparted to those needles through special machines known as needle-point grinders, those sutures would feel as if the doc were using a darning needle from grandma’s sewing kit.
Rapid-Fire Production
The world is filled with accident-prone machinists—and klutzes of all sorts—making medical needles high-volume products. Despite their supersharp edges, taper-point surgical needles, lancet-tip hypodermics and other medical sharps are often cranked out at the rate of five to 10 per second, according to Herbert Selbach, president of Wilmington, N.C.-based Selbach Machinery LLC.
Selbach, which has designed and built grinding machines for more than 2 decades, offers several machines that produce surgical needles via the cylindrical grinding process. The company also operates a job shop that makes specialty tungsten electrosurgical needles that are as small as 0.002 ” (0.051mm) in diameter.
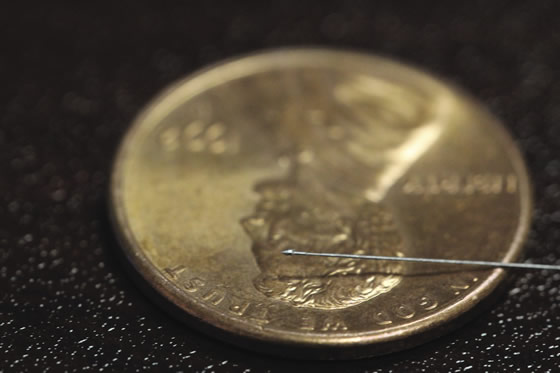
Courtesy of Modern Grinding
A tip ground on the end of a surgical guide wire. The head of the conical shape is 0.010 ” in diameter.
The raw wire used for surgical needles—typically a precipitation-hardening stainless steel—is fed from coil stock, straightened and cut to length before being dropped into a magazine, which in turn feeds the needle blanks into a half-moon-shaped saddle, where they are ground to shape. Next, depending on how the needles will be used, they may go to a bending operation and, finally, to heat treatment and polishing.
Hypodermic needles are made in much the same manner, except the grinding wheel arrangement is similar to that of a surface grinder rather than a cylindrical grinder. Both types of needles are made with a variety of points, all of which are designed to puncture skin with minimal pain.
Selbach explained that the company generally applies a 4 “-dia. (101.6mm) CBN or diamond wheel without coolant to remove a minimal amount of material.
Needles are just a few of the ground instruments that surgeons and other doctors rely on every day. They also use trocars and cannulas, guide wires and scalpels, tweezers and bone cutters. Modern medicine would be in the dark ages without microgrinding.
Jim Boldig, product engineer for Modern Grinding Inc., a medical guide wire, pin and needle manufacturer in Port Washington, Wis., said the company routinely grinds solid wire and hypotube—the tube stock used to make hypodermic needles—down to 0.006 ” (0.152mm) in diameter and to tolerances of ±0.0002 ” (±0.005mm).
The needles’ smallness is one of the big challenges of manufacturing them, Boldig explained. “Most [parts] have to be viewed under a microscope during manufacturing, sometimes to 200× magnification. Proper handling is critical—bending, pulling or even the wrong packaging can cause permanent damage.”
Nobody wants a crooked guide wire snaked into their body, so it’s Boldig’s job to ensure that Modern’s parts are made to print. “Microground parts need very careful processing, often with a trial-and-error approach,” he said. “Sometimes we don’t know how well something will work until we try it, and we keep trying till we get it right.”
Although it also specializes in centerless grinding, the majority of Modern’s work is OD grinding microthreads and complex, often lifesaving, devices. Break your leg in a car accident, for example, and the surgeon might use a trocar to open the damaged area and some Steinmann bone pins to patch you up, both of which require OD microgrinding to generate their Lilliputian profiles.
Another Common Process
As previously noted, centerless grinding is another process commonly used for medical microparts. These machines crank out ground bar stock small enough for paperclips and are great for generating the simple, sharpened-pencil-like tapers found on the ends of guide wires used for catheter and stent placement. “We typically dress the necessary taper directly onto the grinding wheel,” Boldig said. “This helps keep the shape stable over a longer period of time.”
Stability during grinding is becoming more of a challenge as medical device designers increasingly specify products made from Nitinol and titanium because of the materials’ flexibility and strength. Boldig said their abrasiveness causes the work wheel (the roller that drives the workpiece in a centerless grinder) to wear fairly quickly, requiring frequent wheel changes and downtime.

Courtesy of M&S Centerless Grinding
M&S Centerless uses a hybrid Swiss-style grinding process.
Likewise, cutting conditions such as wheel speed, infeed rate and traverse rate must be closely monitored. “A wrong [input] will cause faster wheel wear or a painfully slow process,” Boldig said. “It’s always a tradeoff between the two, and the trick is finding the sweet spot.”
Someone who knows how to find that sweet spot is John Shegda, president of M&S Centerless Grinding Inc., Hatboro, Pa. The company centerless-grinds everything from valve spools and core pins to injector needles and motor shafts.
A unique process at M&S is Swiss-style grinding on a hybrid machine that situates a grinding wheel directly in front of a guide bushing and collet mechanism. “The collet grips the wire and feeds it through the guide bushing,” Shegda explained. “The grinding wheel basically acts as a turning tool, allowing you to interpolate a variety of forms.”
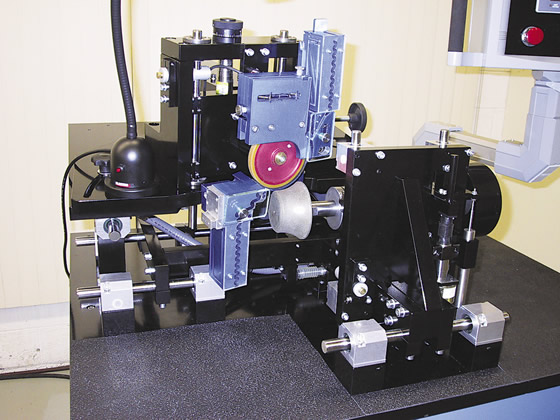
Courtesy of Selbach Machinery
Selbach Machinery’s NG3E machine grinds needles for sutures, tattooing, textiles and other applications, using solid wire already cut to length.
Like Swiss-style turning, this process can produce round parts to ±0.00005 ” (1.27µm) tolerances, as well as generate flats and complex profiles. It can also feed spool stock and bar material.
“We’re running a job with 5,000 meters of 0.018 ” Nitinol wire for angioplasty parts,” Shegda said. “The loader mechanism cuts the stock to the proper length and feeds it into the collet, then the machine grinds some crazy shapes on the end.”

Courtesy of Modern Grinding
In-process grinding of a trocar, used in laparoscopic surgery.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion