Milling with constant force
There are many reasons for cutting force to vary, even during stable milling. These include tool teeth entering and exiting the cut, instantaneous changes in chip thickness, and tooth orientation changing as the tool rotates. However, it is possible to arrange the cutting conditions in a simple way and keep the cutting force constant.
There are many reasons for cutting force to vary, even during stable milling. These include tool teeth entering and exiting the cut, instantaneous changes in chip thickness, and tooth orientation changing as the tool rotates. However, it is possible to arrange the cutting conditions in a simple way and keep the cutting force constant.
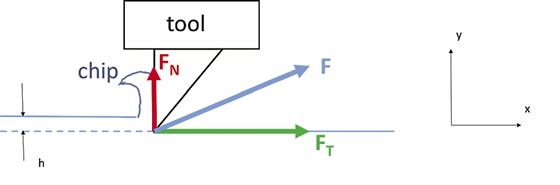
Figure 1 shows a single tooth removing a chip as it moves along a workpiece, similar to a skiving operation. The force has to be sufficient to cause shearing in the cutting zone and ploughing (pushing some material out of the way in the cutting zone) and to overcome friction as the chip slides along the tool rake face. Most of the work winds up as heat in the chips, tool and workpiece.
All images courtesy S. Smith
Figure 1. Cutting forces for a single tooth removing a chip.
In Figure 1, the blue arrow (F) indicates the force of the chip on the tool. It has components in both the tangential direction (FT) and the perpendicular, normal direction (F). Many experiments have shown that the tangential component of the force is proportional to the chip thickness (h), the chip width (in the Z dimension) and a material property called specific power (Ks). The equation is FT= Ksbh.
If the workpiece is aluminum, Ks is about 850 N/mm2. If the chip width is 10mm (0.39″) and the chip thickness is 0.1mm (0.004″), the tangential component of the force would be 850 N. The normal component is proportional to the tangential component, and a typical ratio is about 0.3:1 (F = 0.3FT). For the conditions listed, F equals 255 N.
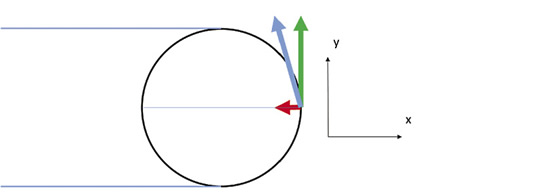
Figure 2. Forces on a two-toothed tool rotating clockwise and slotting in the X direction.
When milling, the same formulas apply, but the direction of the force and the chip thickness both change as the tool rotates. Figure 2 shows a two-toothed tool rotating clockwise, feeding to the right and creating a slot. As the tooth rotates through the cut, the chip thickness starts at 0 when the tooth is vertical, reaches its maximum when the tooth is in the position shown and thins until the tooth exits the cut at the bottom. The chip thickness is approximately h×sin(Φ), where Φ is the angular position of the tooth, measured from vertical.
It is easy to see that the force will not be constant for a two-toothed tool. It will start small, get large, then get small again, and the direction of the force will change as the tool rotates. The force will also vary for a three-toothed tool. However, if the tool has four teeth and is applied when slotting, something unusual happens—the forces on all the teeth sum to a constant.
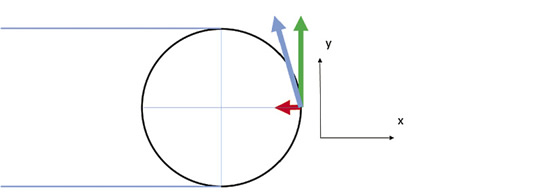
Figure 3. Forces on a four-toothed tool rotating clockwise and slotting in the X direction, with only one tooth engaged.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion