Swiss profusion: Drilling Performance
Originally designed to efficiently process long, slender parts for the watchmaking industry, Swiss-style lathes have evolved. The general concept of what it means for a machine to be "Swiss," however, hasn't changed much. To qualify for that categorization, a machine must have a sliding headstock and guide bushing.
Originally designed to efficiently process long, slender parts for the watchmaking industry, Swiss-style lathes have evolved. The general concept of what it means for a machine to be “Swiss,” however, hasn’t changed much. To qualify for that categorization, a machine must have a sliding headstock and guide bushing. As the headstock moves, it feeds the bar stock past cutting tools, which remain close to the bushing support. However, modifications to Swiss-style machines have opened up new opportunities for the production of more complex parts more rapidly than ever before.
All images courtesy Marubeni Citizen-Cincom
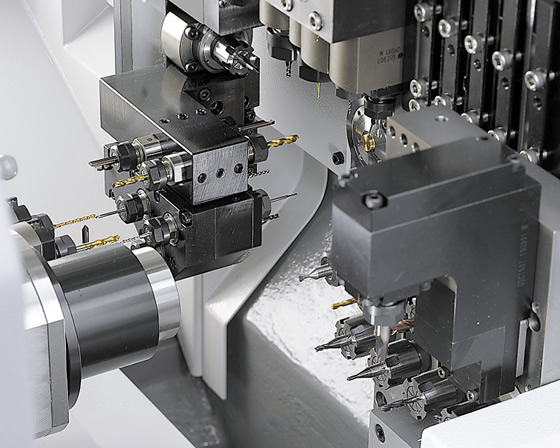
The Cincom L20X has the capacity to mount 39 cutting tools.
So what’s new in Swiss-style machine tool design? In a word, “more.” There are more tools and tooling options, axes, high-pressure cutting fluid options and more-powerful CNCs. The machines have evolved to offer more because of the demands of the industries they support, including medical, aerospace and electronics.
Slide and Guide
The sliding headstock and guide bushing at the heart of Swiss-style machining provide a uniquely rigid setup ideal for complex, high-precision parts and parts with length-to-diameter ratios above what is possible—10:1 and beyond—on conventional lathes. Parts made on these machines are typically less than 32mm (1.26″) in diameter.
Swiss-style machines are as complex as the workpieces they make. Many are equipped with 11 or more axes, subspindles, driven tools and a variety of cutting tools. This complexity and the technology that supports it continues to advance.
More tools in the machine means more options for complex jobs. The evolution of Swiss-style machines has been driven primarily by adding cutting tool positions. Most of the increase has come in the form of driven, or live, tools. These tools may point toward the main spindle, the subspindle or both, and be oriented in either the axial or radial position. The proliferation of driven tools enables more milling options and, when coupled with additional axes, the machining options seem nearly endless.
To see how the number of tools available in a machine has increased, examine the changes Marubeni Citizen-Cincom Inc. has made to its L-series machines. The L20 Type VII, first built in 2001, had a total of 16 tool stations. Six turning tools and four live tools were oriented in the cross-drilling direction for work on the main spindle, three ID tool stations were on the back slide positioned for work on the main spindle, and three more tooling stations were positioned for ID work on the subspindle.
The model is no longer being built. Instead, other options exist, including the L20 Type X, which holds up to 39 tools. The Type X has many more tooling variations, with 14 different tooling attachments for the six tool positions on the opposite tool post and eight for the back tool post, most involving driven tools for simultaneous machining on both spindles in radial and axial positions.
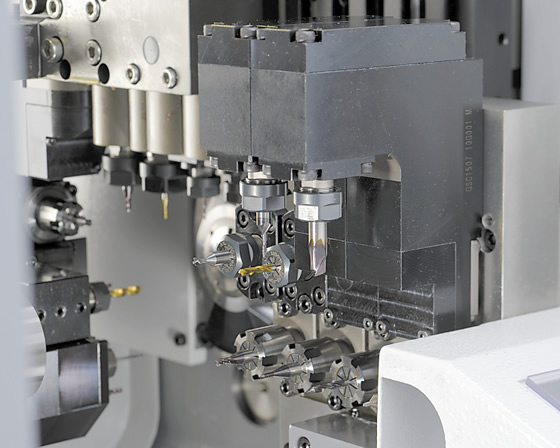
This tool group is used for work on the subspindle of the L20X.
Driven tools have been placed on the subspindle slide as well. What makes this even more significant is the addition of a Y-axis on the back slide. Driven tools have long been available on the main slide, but not on the subspindle. This additional capability on the Y-axis adds flexibility through the capacity to mill in three axes. More importantly, it also allows a programmer the option of balanced, or pinch, milling, where two tools simultaneously work on the same workpiece to remove material faster.
Balanced machining is not new. Pinch turning has long been used on Swiss-style machines to allow two tools to cut bar stock to finished dimensions—one to cut an intermediate diameter and another to finish. Both tools cut simultaneously, with the finishing tool following a little behind the roughing insert.
The technique does the same thing for milling, but with a slight difference. Two tools milling on opposite sides of the workpiece balance the cutting forces, thus significantly reducing the natural tendency of the workpiece to deflect.
Not Just More Tools
More tools aren’t the only enhancement. Newer Swiss-style machines provide flexibility through the use of modular tools or tooling adapters. These adapters include milling spindles, which the machine operator can quickly change; as a result, newer Swiss-style machines have many more options than their predecessors. The entire tooling configuration of the machine can be altered in a matter of minutes by removing one radial live tool and replacing it with a 3-spindle unit.
Live tools typically work only on the main spindle and are oriented only in the radial direction. In the past, this meant that all milling had to be done on the main spindle, which often reduced how much simultaneous work could be done on a given part. With two spindles, the goal is always to balance the work so neither spindle waits long for the other to finish. A part requiring little turning but needing many cross-holes and milled slots might not ever see any simultaneous work. With the options provided by modular tooling, more of the milling can be transferred to the subspindle, thereby radically reducing cycle time.
One way to add flexibility to driven tools is a modular tool option that allows the operator to quickly change the orientation of one set of driven tools from the axial position to the radial and back in less than 10 minutes. Depending on the workpiece, live tools can be swapped to accommodate those changes.
B Changing on the Fly
Modularity allows a machine to be transformed, but only during setup. To allow this transformation to occur on the fly requires the addition of a B-axis, a rotary axis that moves the spindle orientation in relationship to the main spindle within a total range of 105°.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion