Justifying custom cutting tools
When possible, manufacturers should avoid applying custom cutting tools because they typically cost more than standard catalog items and can be used only for a single purpose.
When possible, manufacturers should avoid applying custom cutting tools because they typically cost more than standard catalog items and can be used only for a single purpose. In addition, it is difficult to substitute other tools in place of a special when it is out of stock, and lead times for new custom tools can be long.
However, when standard tools cannot produce the required part geometry, the custom tool costs less than a standard or the custom performs better than a standard, a custom tool can be justified. Cycle-time requirements can also justify combining multiple machining operations into one custom tool.
All images courtesy of C. Tate
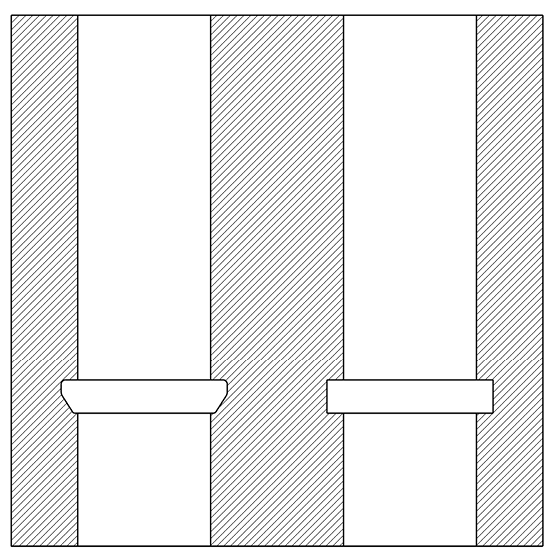
Figure 1. The left bore has a more complex ID groove that requires the use of a custom form tool, whereas the right bore has a straight-sided groove that a standard tool can make.
The power and flexibility of CAD and CAM software and CNC machine tools make machining complex shapes easy and affordable and reduce the need for custom cutters. The first CNC machine tools were developed to make complex aerospace components that could not have been economically produced otherwise.
NC machines use linear and circular interpolation between Cartesian coordinates to produce complex shapes with amazing accuracy. Unfortunately, interpolation does not work when a tool cannot access the area to be machined. Grooves with odd radii, for instance, often require specials. For straight-sided grooves, however, a standard grooving tool can be interpolated to achieve the desired dimensions (Figure 1). Special thread forms (threads are helical grooves) can also require specials.
As noted, a custom sometimes costs less than a standard. For example, I was tasked with reducing tool costs on a NC turning center that used 2.0 “-long, ⅜ “-dia. endmills with a 0.625 ” flute length to mill flats on a round part. The milled flats were 0.010 ” deep, so only the very end of the tool was used. To save ½ ” of carbide per tool and the extra flute grinding expense, I specified a ⅜ ” custom endmill that was 1.5 ” long and had a 0.250 ” flute length.
Many shops perform high-feed milling and high-speed machining and take advantage of chip thinning. These techniques produce toolpaths that have small DOCs and higher-than-normal feed rates. Because the chips produced are small and thin, the milling tool doesn’t require deep flutes. And because feed rates are directly proportional to the number of flutes, more flutes means faster feeds and, therefore, shorter cycle times. Some toolmakers offer cutters specifically for HSM, but the selection is small and the tools are expensive, so a custom may be justified in these situations.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion