Still more CNC lathe tips
Following the theme of the past two Shop Operations columns, here are some additional tips and tricks for operating a CNC lathe.
Following the theme of the past two columns, here are some additional tips and tricks for operating a CNC lathe.
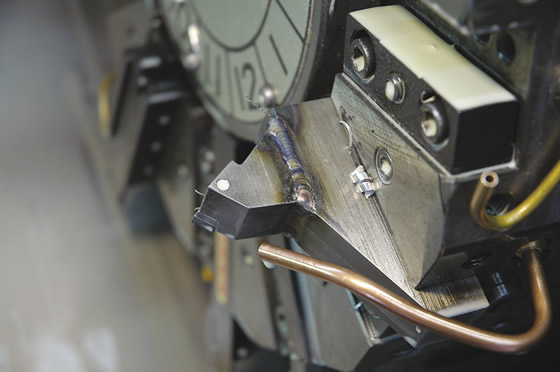
■ A handy trick for cutting diameters and parts outside the maximum turning diameter of a lathe involves a custom shop-made tool (Figures 1a and 1b). With this tool, I increased turning capacity from 9 ” to more than 15 “. To create the tool, I cut the end off of a CCGX insert toolholder and welded it to a cold-rolled steel shank. Be sure to tack weld it first, then check the machine movement for the required clearances and travels before solidly welding it. This setup puts the tip much further back than what is possible with standard OD tools.
All images courtesy of T. Lipton
Figure 1a. This custom turning tool increases capacity on a CNC lathe.
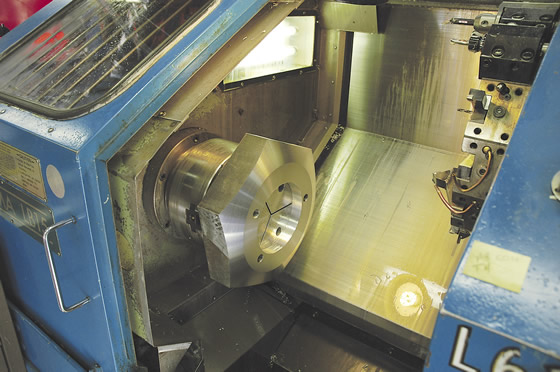
Figure 1b. I used the custom turning tool to make this aluminum hexagon.
■ Figure 2 shows a method to proof programs and even verify part dimensions. I make several test blanks from medium-density fiber board laminated together with glue to get any blank size I need. I adhere the bandsawed laminations together with white carpenter’s glue and then clamp them. MDF board is quite accurate in thickness and, more importantly, in flatness, and is cheaper and easier to use than huge blocks of wax or expensive butter board. It has no grain, so it is easier to cut than solid wood or plywood.
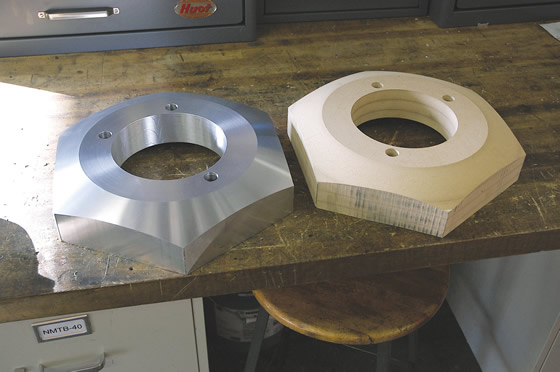
Figure 2. I make several test blanks from medium-density fiber board laminated together to proof programs and even verify part dimensions.
■ Figure 3 shows another lathe quick-change tool. Commercially available, quick-change tooling systems are quite expensive and don’t lend themselves to highly varied job shop work. I had several special bushings made that match the taper of cheap and readily available endmill holders. These bushings have the required precision-ground tapers and locating keys, so the tool indexes accurately. The pictured holder is an NMTB holder, but almost any taper would work. I like the NMTB because it has a standard coarse thread for the retention knob. I just put a bolt in the back and I can switch between tools in seconds rather than minutes or hours.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
Continue reading
March 2014
QR codes and videos from this issue
Print QR codes, video callouts, and in-magazine links for this article now point to the CTE video hub in the HTML version.


MFGAxis Discussion