Tool warming
Heating difficult-to-machine workpieces before cutting them temporarily reduces material strength and, therefore, the machining forces required to process them. This, in turn, enables end users to extend tool life or, ideally, increase machining parameters to boost part throughput.
Heating difficult-to-machine workpieces before cutting them temporarily reduces material strength and, therefore, the machining forces required to process them. This, in turn, enables end users to extend tool life or, ideally, increase machining parameters to boost part throughput.
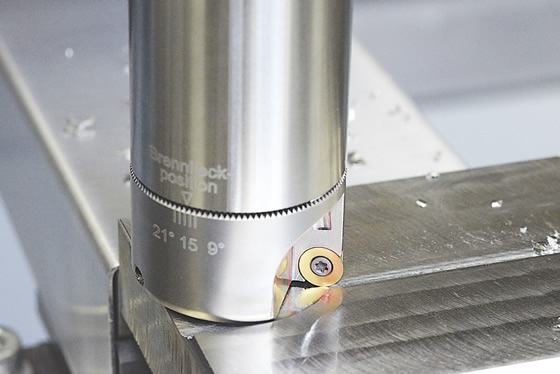
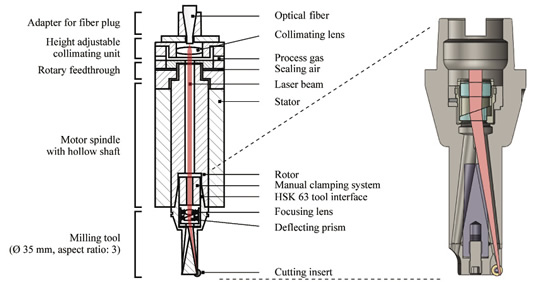
Having a laser beam travel in front of a cutting tool to warm the work is one established method for reducing required cutting forces. But the Fraunhofer Institute for Production Technology, together with several partners, developed the first laser-assisted milling system that directs the beam through the spindle and tool before it exits the side of the tool to heat the material being cut, said Jan-Patrick Hermani, an engineer for the institute.
Courtesy of Fraunhofer IPT
The Fraunhofer Institute for Production Technology, together with several partners, developed a laser-assisted milling system that directs the beam through the spindle and tool before it exits the side of the tool to heat the material before it is cut.
Courtesy of Fraunhofer IPT
He noted the project, which won the MM Award at last year’s EMO trade show for metalworking and metal- forming machine tools, included development of the machine tool spindle, laser controller and cutting tool. Toolmaker Rineck Maschinenbau GmbH provided the endmill, which is tooled with TiAlN-coated carbide inserts.
The institute conducted machining tests with various workpiece materials and found that the titanium alloy Ti4Al6V begins softening at about 500° C (932° F) and reduces cutting forces by 50 percent, Inconel 718 softens at 900° C (1,652° F) and reduces forces 50 to 60 percent, and silicon-nitride ceramic softens at 1,200° C (2,192° F) and reduces process forces by 90 percent.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion