Time for a change in inspection gear
Speed up and simplify inspection of watch movements. An image dimension measurement system.
END USER: Fralsen-Timex, +33-3-81-63-42-09, www.timex.com.
CHALLENGE: Speed up and simplify inspection of watch movements.
SOLUTION: An image dimension measurement system.
SOLUTION PROVIDER: Keyence Corp. of America, (888) 539-3623, www.keyence.com.
By inspecting more parts in less time, manufacturers can increase the time spent adding value to those parts. That was the objective of Fralsen-Timex, the French manufacturing entity for watchmaker Timex. “We wanted more modern and more efficient optical inspection equipment,” said Sylvain Scotto, the company’s QC manager. “We also wanted a machine that could be operated by nonspecialists and be able to log measurements.”
The Fralsen, France, company makes watch movements via three technologies: plastic injection molding of small parts with fine details, cutting and coiling of complex springs, and turning, hobbing and otherwise machining parts, such as wheels, pinions, arbors and rivets. Tolerances are as tight as 15µm for concentricity and 10µm for center-to-center spacings and distances.
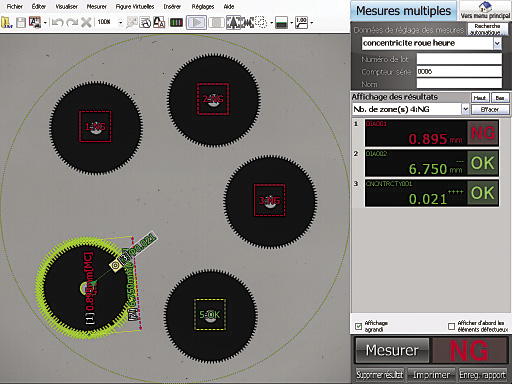
Courtesy of Fralsen-Timex
The Keyence IM-6500 series image dimension measurement system displays green for good parts and red for bad parts, such as these metal wheels (below).

According to Scotto, measurements take too long and require a high level of operating skill when using the company’s conventional inspection equipment, which includes shop microscopes, micrometric comparators and vertical and horizontal projectors. “As a result, we couldn’t measure many parts and there was a risk of overlooking significant variation within batches,” he said.
For example, although quite accurate, taking measurements on the profile projectors can be difficult and time-consuming if the operator must affix parts on a gage to check concentricity, he noted. In addition, operators must interpret—and possibly misinterpret—a measurement value. “In the case of the regular AIS (automatic inspection system) machine, only trained people are able to use it, not production operators,” he said.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion