Vacuum grips where some vises fail
Suppose your boss enjoys cooking shows. One day he hands you his design sketch for the latest and greatest pie tin. "Here, make me a prototype," he says. "I'm entering a pastry contest." How do you machine this?
Suppose your boss enjoys cooking shows. One day he hands you his design sketch for the latest and greatest pie tin. “Here, make me a prototype,” he says. “I’m entering a pastry contest.”
As he walks back to the office, you’re left wondering how to machine it. Vises are out. Crank the handle too tight and you’ll turn that pie tin into a bread pan. You might build a fixture to cradle it, but now you have clamps to contend with, never mind the time and expense of building a one-off that’s good for nothing but the next baking contest.
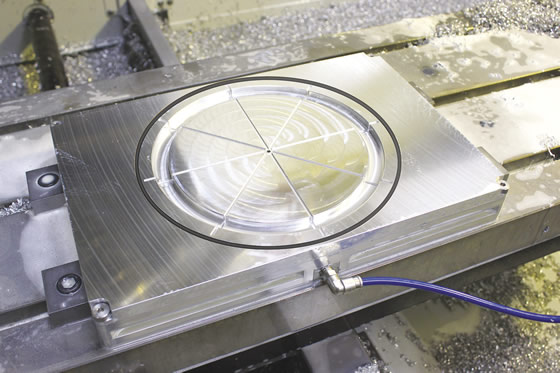
Courtesy of Pierson Workholding
A custom fixture for gripping a round workpiece.
Luckily, several ways exist to hold delicate, thin-walled workpieces. Icing plates use a thin layer of water to freeze parts in place. Low-profile steel workpieces can be gripped with a magnetic chuck. Even double-sided tape will do in a pinch. But perhaps the best method for gripping flat, thin parts utilizes the same force that sucked up the cat’s tail when you cleaned the living room rug last weekend. Vacuum chucks are fast, flexible and relatively inexpensive workholders.
Contrary to common misperception, vacuum chucks don’t suck; atmospheric pressure holds the material in place. By evacuating the air beneath a sealed workpiece, the pump in a typical vacuum workholder generates nearly 15 psi of downward force. For a 10 “-square workpiece, this means 1,500 lbs. of holding pressure.
Despite this formidable clamping force, it’s unlikely you’ll be machining Inconel on a vacuum chuck. The best candidates are plastics, composites, carbon fiber and relatively soft metals such as aluminum and brass. Anything much more difficult to machine than mild steel could present cutting forces too high to securely hold.
Whatever the material, Randy Green, marketing director for VAC-U-LOK, Greer, S.C., warned against pouring on the coals when machining with vacuum workholding. “Small, sharp cutters are the rule here, as these exert lower cutting forces and less sideways torque,” he said. “Light feeds and multiple passes are also important. And lastly, work stops are your friend—wherever possible, use pins and side rails to prevent sideways movement.”
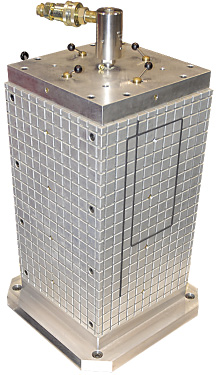
Courtesy of VAC-U-LOK
Vacuum workholding for an HMC.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.



MFGAxis Discussion