Shop has need for speed
Achieve a 24-hour-maximum turnaround time on aluminum prototypes for tablet computers. Endmills designed for maximum metal-removal rate when cutting aluminum.
END USER: Griffin Technology Inc., (800) 208-5996, www.griffintechnology.com.
CHALLENGE: Achieve a 24-hour-maximum turnaround time on aluminum prototypes for tablet computers.
SOLUTION: Endmills designed for maximum metal-removal rate when cutting aluminum.
SOLUTION PROVIDER: OSG Tap & Die Inc., (800) 837-2223, www.osgtool.com.
The digital age has greatly affected the way people conduct personal and commercial business. Founded by Paul Griffin in 1992, Griffin Technology Inc., Nashville, Tenn., understands this digital revolution and creates accessories for smartphones and tablets.
With new technologies being developed daily, Griffin Technology’s R&D department needs to react quickly. Rick Fielder, prototype department manager, said the company’s claim to fame is 24-hour-maximum turnaround time on CNC machined components. When operating at its best, Fielder’s team receives a CAD file, writes a NC program, machines a mold and has a finished plastic or rubber prototype in hand within 8 hours. The prototypes include stands, brackets, housings and cases.
To achieve its turnaround objective, Griffin Technology relies on cutting tools from OSG Tap & Die Inc., Glendale Heights, Ill. For example, OSG’s Exocarb-Aero Blizzard endmill series, which the toolmaker designed for high-speed machining of aluminum, is the mainstay for machining the company’s 6061 aluminum prototype for an iPad wall mount.
Fielder sticks with OSG tools, using ones from 1⁄8 ” to 1 ” in diameter, and has been applying them for some time. “A high material-removal rate is the main thing I am after,” he said. “The Blizzard endmills provide this because of the relief angles they have on the cutting edge. And the material the tools are made from prevents the aluminum from sticking to the cutting edges, which allows for higher feed rates and spindle speeds.”
Because aluminum has a high affinity for cobalt—meaning the soft material tends to gall, or stick to and build up on the tool edge—the Blizzard’s carbide substrate contains a low percentage of cobalt to reduce galling.
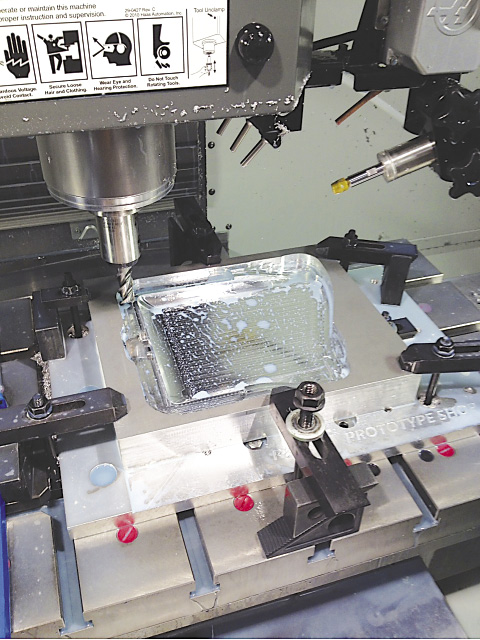
Courtesy of OSG Tap & Die
Griffin Technology applies an Exocarb-Aero Blizzard endmill (inset) from OSG to machine an aluminum prototype for an iPad wall mount.

Blizzard tools help provide the fast turnaround times Griffin Technology needs because they can run at the highest speeds and impart the finest surface finishes, according to Fielder. “I’ve used other tools in the past, but they could never reach the speed the Blizzard can, so in the last couple of years I haven’t even tried anything else.”
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion