Cool tool
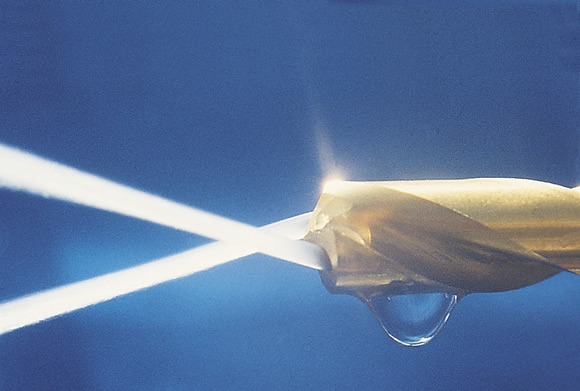
Courtesy of CoolJet Systems
Courtesy of CoolJet Systems
High-pressure, through coolant drilling provides a host of benefits.
High-pressure coolant is an excellent tool in the fight to reduce cycle times when drilling, which is why most part manufacturers use it.
“The majority of shops have it,” said Erik Egland, applications engineer for toolmaker OSG Tap & Die Inc., Glendale Heights, Ill. “When you break it down by machine tool, I would say 30 to 40 percent of individual machines have at least through-coolant capability, if not the high pressure.”
Applying high-pressure coolant cools the cutting zone and aids chip evacuation. This combination extends tool life and makes tool replacement more predictable, leading to reduced cycle times.

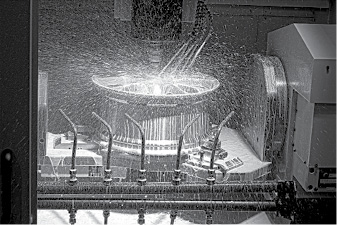
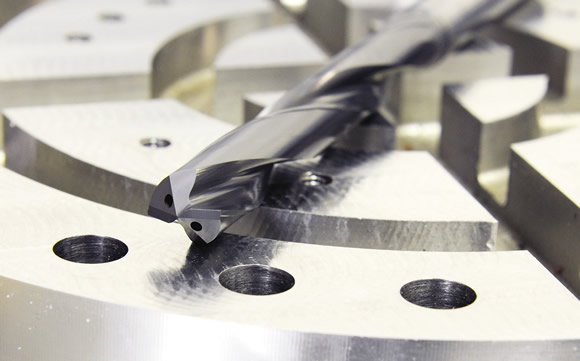
Images courtesy of Okuma America
Okuma’s MB-56VA-AW aluminum wheel drilling machine (above) has a 1,000-psi through-coolant spindle. The image below shows a high-pressure, through-coolant drill along with external flushing nozzles to support chip evacuation.
High-pressure coolant, used on CNC vertical and horizontal machining centers and lathes, is generally considered to start at 1,000 psi. For certain hardened or difficult-to-machine materials, 2,000 to 3,000 psi is appropriate.
“Overall, particularly in production drilling, high-pressure coolant is quite common, to the point where most machine tool builders are adding it as an option or making the machines easily adaptable to accept the high-pressure coolant equipment,” said Dave Whitaker, engineering manager for CoolJet Systems, Brea, Calif.
He added that “the way distribution works, if a machine is new, the machine tool dealer usually provides the high-pressure equipment. But for older machines, the customer can come to us for help.”
Most shops do go through dealers to get high-pressure coolant systems, concurred Rod Tojdowski, senior manager, applications engineering for machine tool builder Okuma America Corp., Charlotte, N.C. “On our end, we make sure the machine is prepped to handle it.” Okuma offers 1,000-psi coolant capability on all its machine models.
So while it is common to adapt a machine tool with a through-coolant spindle for high-pressure equipment, it is not common to take a machine not set up with a through-coolant spindle or high-pressure system and rebuild it so it is. “We used to do quite a bit of that, and we occasionally still do a retrofit, but that has largely changed in the market over the last few years,” Whitaker said.
But it still might be worth it to add the capability for the right application. “A shop might have an order for some aerospace components made from hard materials where the high pressure is going to make a difference in the machine’s performance,” Tojdowski said. “They may have a machine that is really good but 5 years old, and now they have a job that needs the high pressure. It would be worth the modification to the machine tool to add the through-coolant capability. The cost savings in tooling alone would justify the modification.”
Another option, whether a machine tool is old or new and has a through-coolant spindle or not, is from CFT Systems, Cleveland, a George Whalley Co. It offers manual or automatic toolchanger rotary inducers that handle through-coolant from 10 to 50 gpm at pressures up to 1,000 psi.
CFT Systems’ tooling uses the receiving manifold, or stop block, located on the spindle nose housing of most machines. Many machine tools use this manifold to hold boring tools or offset stationary tools. CFT Systems uses the manifold specifically for coolant.
Courtesy of OSG Tap & Die
OSG’s EXOPRO-WHO-Ni 5D through-coolant carbide drill has sharp cutting edges for machining nickel-based superalloys.
With the ATC inducers, the toolchanger arm grabs the toolholder with the rotary collar, or gland, and positions it in the machine spindle. The holder itself connects to the manifold. This allows the coolant, which goes through an auxiliary pump, to come through.
The manual tooling is connected directly through the manual gland or collar to the spindle; it doesn’t go through the manifold.
CFT Systems sells its tooling as a single unit or a set of modular connections. The toolholders are available in CAT V-flange and BT shanks and are HSK-adaptable.
Fix It for High Pressure
A separate high-pressure system can be integrated into a machine tool’s coolant system so the user can call up the standard coolant pump or the high-pressure one, depending on the application.
Low-pressure suction hoses hooked to the machine’s coolant tank and the high-pressure system draw coolant from the machine sump. The coolant passes through a filter and then a high-pressure pump generates the coolant pressure and flow to pump it through high-pressure hoses connected to the through-coolant spindle or turret.
“On machining centers, the most important part is the rotary union at the spindle where you connect the high-pressure hose that feeds coolant into the rotating spindle,” Whitaker said. “The maximum coolant pressure capability, flow rate and filtration cleanliness level are determined by the specs of this component.”

Courtesy of CoolJet Systems
The CoolJet L8-1000 is a 1,000-psi, 8-gpm, fixed-flow, high-pressure pump.
He added that to add a high-pressure coolant system to a machine tool with a through-coolant spindle, it costs about $8,000 for a small pump, the rotary union and hoses, while larger systems with higher flow can run from $20,000 to $25,000. A small pump from CoolJet has a footprint of 17″×33″, and the larger size is 32″×48″.
There is also the cost of adding a mist collector and enclosures, because the high-pressure jet tends to generate more splashing and misting than standard coolant systems.
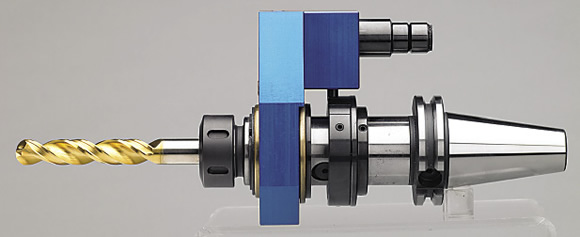
Courtesy of CFT Systems
CFT Systems’ collet chuck with a double-margin drill. The blue section is a rotary collar, or gland, that connects to the receiving manifold so the coolant can flow.
A machine’s CNC controls the high-pressure coolant system, which provides feedback alarm and status signals, for example, to indicate the filter needs to be changed.
Coolant filtration is critical when applying a metalworking fluid at a high pressure. Often, there is a set of filters in the machine’s coolant tank to collect chips. But the high-pressure system needs its own fine-filtration system, typically at the 5µm or 10µm level, to prevent premature equipment wear.

Courtesy of Ancur Systems
Ancur Systems’ high-pressure coolant system being used on a rotary transfer machine.
“If the coolant you are trying to create high pressure with is full of contaminants, it wears out the pump prematurely,” said Daryl Angeloni, owner of Ancur Systems LLC, Manchester, Conn., which provides high-pressure coolant systems. “It also wears the rotating union and valves. And you don’t want to plug up the tools and holders with chips.”
With a high-pressure system, coolant absorbs heat during cutting and helps remove it from the cutting zone. A coolant chiller or heat exchanger might also be required to control that heat and stabilize coolant temperature. “Extremely hot coolant can affect the precision of your machine or parts,” CoolJet Systems’ Whitaker said.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
Continue reading
July 2013



