More tips for operating a CNC mill
Shop Operations columnist Tom Lipton offers additional tips for operating a CNC milling machine.
Continuing the theme of May’s column, here are additional tips for enhancing the operation of a CNC milling machine.
• Permanently engrave important offset and program information directly into your soft jaws. Then you’re not trying to figure it out in 6 months when the job repeats. Extra information available at the machine during setup reduces mistakes and increases setup speed and confidence.
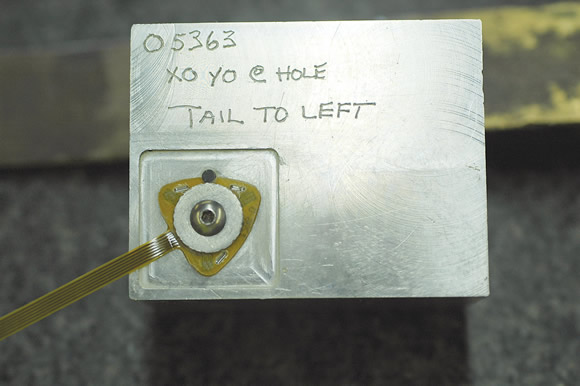
• Cut a pickup feature or features directly into your fixtures and soft jaws. There’s nothing like a good round hole marked X0/Y0 to set up from the next time you use a fixture.
All images courtesy T. Lipton
Engrave important program and offset information directly into fixtures and soft jaws.
• I’ve never had to do it yet, but I have heard about somebody doing a job that was a couple of inches outside the X-axis travel of the machine. The job requirements were such that it was best to do it in one setup. The solution was to align the part’s X-axis diagonally with the machine axis. This put the part axis on the hypotenuse of the machine’s X- and Y-axis travels and provided the extra couple of inches needed to do the job. With modern CAM systems, this is a viable option.
• A silver metallic felt pen provides a quick, easy way to mark a tool offset directly on a black-oxide toolholder. It only takes a second to record an offset and it’s cheaper than tags. Heck, I can’t even buy the nifty little tags for my BT-35 holders, so I improvise like a true cheapskate.

A silver metallic felt pen provides a quick, easy way to mark a tool offset directly on a black-oxide toolholder.
• Engraving is super sensitive to cutting depth. Your engraving will look lousy if the surface is sloped, dished or not where you think it is. The best approach is to establish an accurately known Z position just prior to the engraving operation. An alternative is to cut a shallow pocket for the engraving to reside in. The pocket also helps protect the engraving from damage because it is recessed.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.
Continue reading
June 2013
QR codes and videos from this issue
Print QR codes, video callouts, and in-magazine links for this article now point to the CTE video hub in the HTML version.


MFGAxis Discussion