More tips for a manual mill
Shop Operations columnist Tom Lipton offers tips for enhancing the operation of a manual milling machine.
Continuing the theme of December’s column, this month’s column provides more tips for enhancing the operation of a manual milling machine.
• Sometimes it’s faster and easier to make a quick drill fixture to drill and tap holes in the edges of large plates. Otherwise, the setup time and handling can be murderous for just a few holes. Make the block an accurate size so you can locate it precisely on the plate.
• A “poor man’s” knee rapid feed saves you quite a bit of time over the course of a year (see photo, right). It has wrench flats on the shank so you can still make fine adjustments with a wrench. Nobody can say I’m not a cheapskate.
• Once a part is completed, cut it off with a slitting saw or keyseat cutter. This works particularly well for small parts (see photo, opposite page). Be sure to keep your eye on the part when it comes off or you might spend more time looking for the part than it took to make it.
• Use a right-angle head like a precision cold saw to neatly and accurately cut parts to length. This is an effective use of a retractable stop to eliminate parts jamming between the stop and the blade. Use blades with enough thickness to cut straight. You should be able to cut parts within 0.002 “. Make sure the bottom of the right-angle head clears the parts and the vise. Also, be sure to retract your stop before the part comes off or it may jam.
• You can quickly align the right-angle head if the vise is positioned correctly. With the clamp screws for the head lightly clamping the body, drop the head into the jaws of the vise and snug the vise slightly. For fussy work, you will still want to indicate the head for perfect alignment. By the way, don’t trust the flats on the side for fussy work. Indicate a test bar held in a collet.

Courtesy of All images: T. Lipton
A “poor man’s” knee rapid feed saves you quite a bit of time over the course of a year.
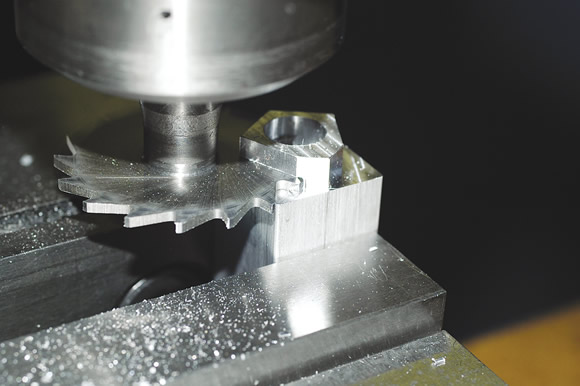
Once a part is completed, cut it off with a slitting saw or keyseat cutter. This works particularly well for small parts.
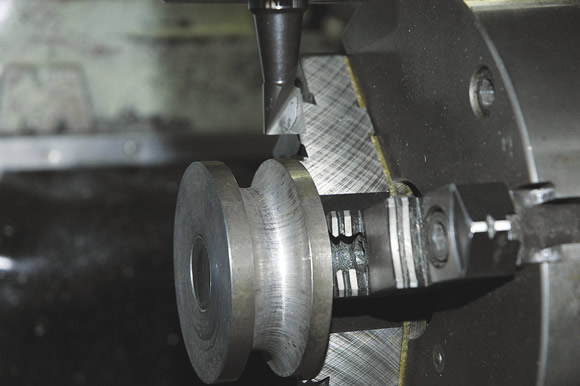
Cut odd radii, such as a tube-bending die for an odd centerline radius, with a boring head.
• Cut odd radii, such as a tube-bending die for an odd centerline radius, with a boring head. Such a part can be rotated by the rotary table with the boring tool’s cutting edge on the centerline.
Review the print ads from this magazine to continue
This quick advertiser review unlocks the rest of the article and keeps the full-screen reader focused on the ads instead of the page chrome.


MFGAxis Discussion